Tehnologia bazei plastice a protezei predetermină punerea în aplicare a proprietăților fizice, mecanice, chimice și alte proprietăți ale plasticului, încorporate în formularea sa.
Materialele plastice, din care se creează baza protezei detașabile, sunt prelucrate în principal de către tehnicianul dentar în camera de producție special echipată a laboratorului dentar, sala de polimerizare. Procesul de producție al unei baze plastice este precedat de o serie de acțiuni secvențiale efectuate de un chirurg ortoped și un tehnician dentar, care sunt descrise în detaliu în manualele respective.
Tehnologia bazei de plastic a unei proteze amovibile implică următoarele manipulări obligatorii:
Pregătirea unui model de ipsos cu bază de ceară, dinți artificiali (și agrafe) pentru tencuială turnată într-o cuvă;
Obținerea unei matrițe de ipsos;
Îndepărtarea bazei de ceară din matrița de gips, urmată de umplerea acesteia cu o compoziție de polimer-monomer pregătită anterior a plasticului de bază;
Polimerizarea plasticului de bază și prelucrarea mecanică ulterioară a bazei protezei, măcinarea și lustruirea.
Obținerea unei matrițe de ipsos. Astăzi, există 2 opțiuni principale pentru obținerea unei matrițe din gips, în care plasticul de bază este polimerizat - matrițe din ipsos divizat și dintr-o singură bucată.
Obținerea unei matrițe de gips divizat trebuie atribuită metodei clasice, în care este necesar să se utilizeze două amestecuri de gips cu intervalul de timp necesar între ele. Astfel, matrița de gips obținută este formată din două părți, ceea ce face posibilă, după îndepărtarea bazei de ceară, deschiderea cuvetei (matriță de gips), efectuarea unei evaluări vizuale a calității îndepărtării cerii și apoi umplerea (matrița) cu o compoziție polimer-monomer pregătită anterior.
Pentru a umple o matriță de tencuială detașabilă a cuvetei cu o masă aluată, aceasta din urmă este plasată într-una din jumătățile cuvetei, închisă cu a doua parte, iar turnarea se efectuează sub presiune într-o presă specială. Această metodă de înlocuire a cerii cu plastic se numește turnare prin compresie în literatura specială. La dezavantajele fundamentale aceasta metoda Ar trebui atribuit faptului că în timpul procesului de turnare, excesul de compoziție polimer-monomer este îndepărtat (stors) de-a lungul liniei de separare a jumătăților cuvetei, adică sunt create condiții prealabile pentru creșterea grosimii bazei proteza.
Gradul acestei creșteri este egal cu grosimea stratului de plastic dintre jumătățile matriței de tencuială. În plus, mișcarea verticală a dinților artificiali față de planul protetic are loc cu aceeași cantitate.
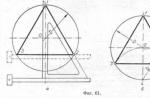
PLANUL ocluzal este un plan imaginar care conduce în două moduri. La primul, trece prin mijlocul suprapunerii incisivilor centrali și mijlocul suprapunerii tuberculilor meziali ai primilor (în absența lor, al doilea) molari. În a doua variantă, este trecut prin vârfurile tuberculului bucal al celui de-al doilea premolar superior și al tuberculului bucal mesial al primului molar superior. Planul format în timpul protezelor pe rolele ocluzale (mușcături) se mai numește și protetic.
Obținerea unei matrițe de ipsos dintr-o singură bucată necesită utilizarea unei cuve speciale (non-standard). Pentru aceasta, pe un model de tencuială cu bază de ceară și dinți artificiali, se creează un sistem de alimentare litinică din tipuri speciale de ceară, iar tencuirea într-o cuvă se realizează printr-o frământare de masă de ipsos sau silicon.
Odată ce ceara a fost îndepărtată, o astfel de matriță nu poate fi inspectată vizual pentru o îndepărtare completă și bună a cerii. Turnarea compoziției polimer-monomer se realizează atunci când masa este în stare fluidă printr-un sistem de spirale sub presiune creat de un piston special (principiul „seringă”). Această metodă de înlocuire a cerii cu plastic se numește turnare prin injecție.
În timpul polimerizării, pistonul injectorului se află sub acțiunea de compresiune a arcului, prin urmare, o cantitate suplimentară de masă de turnare este furnizată din acesta în cavitatea matriței de gips prin arc pentru a compensa contracția polimerizării. Cu această metodă de presare (turnare), nu există modificări verticale liniare-volumetrice în baza care apar în timpul presării prin comprimare, conținutul de monomer rezidual nu depășește 0,2-0,5%, solicitări interne foarte ușoare elastice, de fapt, deformarea se exclude baza, care corespunde exact reliefului patului protetic.
Cu toate acestea, mulți cercetători observă următoarele dezavantaje ale acestei metode: lipsa controlului vizual al integrității îndepărtării cerii din matrița de gips, este destul de problematică aplicarea izolației pe pereții matriței de gips, care se manifestă fie în conexiunea chimică insuficient de puternică a dinților artificiali și a plasticului de bază sau în distorsiunea reliefului de bază.
Trebuie amintit că gipsul, având o structură poroasă, nu împiedică pătrunderea monomerului în grosimea acestuia. Dacă suprafața gipsului nu este izolată de plasticul umflat în timpul fabricării protezei, atunci o parte a monomerului este încorporată în Strat de suprafață gips și polimerizat acolo. Îndepărtarea mecanică a acestui strat cu suprafața interioară baza protezei duce la o distorsionare a reliefului acesteia, agravează fixarea protezei și adaptarea la aceasta [Razumenko GP, 1987].
Potrivit Z.S. Vasilenko (1975), rugozitatea brută sub formă de pori de diferite dimensiuni, tuberculi, spini, creste ascuțite, apare neregularități pe suprafața interioară a 25% din protezele plăcilor.
Apariția porilor mici de suprafață este asociată cu higroscopicitatea modelelor de gips, porii mari - cu evaporarea monomerului cu o creștere rapidă a temperaturii în timpul polimerizării, eroziunea pe suprafața bazelor protezelor - cu evaporarea apei și tuberculi, creste, nereguli, spini se formează datorită impresiei de aluat de plastic în porii modelelor de gips [Vasilenko 3. S, 1980]. Potrivit altor surse, rugozitatea suprafeței interioare a protezelor este observată la 74% din bazele protezelor.
Pentru a pregăti masa de turnare, frământarea se efectuează folosind un polimer (pulbere) și un monomer (lichid) dintr-unul sau alt material de bază. Proprietățile compoziției polimer-monomer a materialelor plastice întărite la cald depind de mărimea și uniformitatea granulelor. Dimensiunea optimă a granulelor oferă proprietăți fizice și mecanice ridicate ale polimerului, precum și solubilitatea necesară în monomerul homo- și copolimeri.
Contracția monomerului în timpul polimerizării este de 20-21%, iar contracția compoziției polimer-monomer este de 6% și depinde de raportul dintre monomer și polimer. Raportul optim dintre monomer și polimer este de 1: 3 în volum sau 1: 2 în greutate.
Amestecarea monomerului cu polimerul se efectuează într-un vas cu capac. În acest caz, o cantitate măsurată de pulbere este turnată în monomer și amestecată imediat (consumul standard de plastic pe baza unei proteze amovibile este de 1 g la 1 dinte artificial). Recipientul cu masa este acoperit cu un capac și lăsat să se umfle timp de 15-30 de minute (în funcție de temperatură mediu inconjurator). În acest timp, consistența masei se schimbă de la nisipos la pastos. Când obțineți o masă monomer-polimer, distingeți etapele următoare maturarea acestuia:
Nisip (granular);
Vâscos (fire de întindere);
Aluat;
Cauciucat.
Etapa de nisip apare imediat după amestecarea pulberii cu un lichid și durează până la 5 minute (în funcție de temperatura ambiantă). Amestecul nu este utilizat în această etapă.
Etapa firelor de întindere (vâscoasă) se caracterizează prin lipiciunea masei, apariția firelor de întindere, fluiditate ridicată și plasticitate. În această etapă, când materialul este gata, acesta este utilizat în situații care necesită aderență.
Stadiul pastos se caracterizează printr-o pierdere a lipicioasei masei, plasticitate bună și fluiditate mai mică (comparativ cu stadiul de întindere a firelor). În această stare, este convenabil să formați masa pe modele de ipsos (obținerea de linguri individuale, dispozitive ortopedice etc.).
Etapa asemănătoare cauciucului este caracterizată prin aceea că forma dată materialului în etapa anterioară este aproape complet reținută și materialul nu este supus unei turnări ulterioare.
Inițial, straturile exterioare ale bilelor de polimer se dizolvă în monomer (apare umflarea) și numai după un timp, monomerul, pătrunzând adânc în polimer, conferă omogenitate masei. Amestecul monomer-polimer se poate solidifica la temperatura camerei, dar acest lucru va dura o perioadă semnificativă de timp.
Rata de umflare poate fi ajustată prin schimbarea temperaturii. Când este crescut, procesul de polimerizare este accelerat, când este coborât, acesta încetinește. Masa este considerată pregătită pentru turnare atunci când își pierde aderența.
Criteriile pentru completitudinea reacției de polimerizare a plasticului de bază sunt cel puțin trei factori principali: presiune, timp, energie externă (temperatură). Locul în care se aplică presiunea poate fi diferit.
În varianta tradițională, presiunea este constantă și se aplică întregii matrițe de gips.
În alte variante, presiunea este de asemenea relativ constantă, dar punctul de aplicare este compoziția polimer-monomer. De exemplu, cu ajutorul setului SR-Ivocap fabricat de Ivoclar (Liechtenstein), este posibilă polimerizarea la cald a plasticului cu compensare de contracție sub presiune constantă. Polimetil metacrilatul dozat în capsule este amestecat intens și apoi introdus sub presiune (6 bari, adică 6 atm.) Într-o cuvă specială.
Polimerizarea se efectuează timp de 35 de minute sub presiune constantă. Datorită sistemului SR-Ivocap, este posibilă polimerizarea plasticului cu compensarea completă a contracției și prevenirea astfel a modificărilor liniar-volumetrice ale protezelor. În cuve speciale de izolare termică, procesul de polimerizare are loc mai întâi în partea inferioară, apoi în straturi superioare materiale plastice. Contracția rezultată a plasticului este compensată de materialul furnizat imediat sub presiune pe parcursul întregii etape de lucru. Turnarea prin injecție se bazează pe acest principiu.
De Tray / Dentsply (SUA) a dezvoltat o altă opțiune pentru utilizarea presiunii în timpul polimerizării, numită sistemul Provak. Vorbim despre o metodă în care se utilizează presiunea și vidul, care distinge această metodă de metodele existente anterior pentru obținerea bazelor de proteze. În această metodă, rășina de bază nu este presată într-o matriță de tencuială, ci este turnată direct pe model. Vidul de sub model permite plasticului să se răspândească pe suprafața modelului.
În acest sens, sunt evitate dezavantajele cunoscute ale metodei de presare. Bazele proteze dentare amovibile obținute prin efectuarea polimerizării în acest mod, nu au modificări liniar-volumetrice, care se manifestă în primul rând prin conservarea (precizia) înălțimii interalveolare.
Factorul de timp și influența temperaturii externe în timpul polimerizării sunt cantități variabile și interdependente.
Apa sau aerul sunt utilizate ca legături de legătură (purtători de căldură) între sursa de energie externă și compoziția polimer-monomer a plasticului de bază (în literatura de specialitate această situație are următoarea terminologie: „polimerizare într-un mediu umed”, „polimerizare într-un mediu uscat ").
Polimerizarea într-un mediu umed, adică o baie de apă deschisă sau închisă (atunci când capacul unui recipient cu apă permite crearea unei presiuni suplimentare în el), este considerată o metodă tradițională (clasică) de polimerizare. Sursa de energie externă este un arzător cu gaz sau o sobă electrică, pe care este plasat un recipient cu apă și o matriță de gips (cuvă) amplasată în acesta după ce se mulează compoziția polimer-monomer.
Atunci când se utilizează metoda tradițională de întărire, efectul de temperatură asupra acestui proces se realizează prin scufundarea cuvei care conține masa într-un recipient cu apă, în timp ce se încălzește treptat. Trebuie remarcat în mod special că schimbările de temperatură din apă atunci când este încălzită nu corespund în timp cu cele din compoziția polimer-monomer întărit.
M. M. Gerner și colab. Pentru a controla integralitatea reacției de polimerizare, se recomandă utilizarea următoarelor condiții de temperatură-timp pentru apă (în literatura de specialitate se numesc polimerizare în două etape):
Apa în care este plasat matrița de tencuială este încălzită de temperatura camerei până la 65 ° C timp de 30 de minute. Această temperatură permite plasticului să se polimerizeze sub influența căldurii de reacție;
Timp de 60 de minute, temperatura apei este menținută la 60-65 ° C, ceea ce previne scăderea temperaturii în plasticul întărit;
Apoi, în termen de 30, temperatura apei este adusă la 100 ° C, păstrată timp de 1 oră și matrița este răcită în aer.
Cu o creștere a temperaturii în masa de întărire la 60 °, procesul de polimerizare se desfășoară lin. La temperaturi peste 65 ° C, peroxidul de benzoil rezidual se descompune rapid și rata de polimerizare a monomerului crește, iar masa scade în volum.
La atingerea temperaturii de 65-68 ° C, masa începe să crească în volum datorită expansiunii termice. Coeficientul de temperatură de expansiune volumetrică a PMMA este ridicat - 81 x 106 ° C. Extinderea în acest caz este factorul principal care compensează contracția în timpul polimerizării, iar produsele sunt obținute mai puțin decât modelul de ceară cu doar 0,2-0,54 în dimensiuni liniare.
Ulterior, creșterea temperaturii și timpul de polimerizare sunt menținute în funcție de structura și proprietățile monomerului. Trebuie remarcat faptul că o creștere a temperaturii duce la o creștere a greutate moleculară polimer, provoacă o modificare a proprietăților fizice și mecanice (rezistență etc.). Prin urmare, pentru a atinge greutatea moleculară optimă, etapa finală a polimerizării se efectuează la o temperatură a apei de 100 ° C.
Trebuie remarcat faptul că dependența de timp-timp menționată mai sus de către unele firme producătoare din Germania se realizează sub forma unui grafic și este prezentată în partea frontală echipamente sau recipiente de apă pentru a reaminti tehnicienilor dentari să mențină disciplina tehnologică.
În timpul polimerizării, plasticul intră în contact cu apa, care, pătrunzând în spațiile intermoleculare, provoacă stresuri specifice și modificări ale culorii plasticului.
Pentru a îndepărta ceara și a efectua polimerizarea materialelor plastice de bază, Schutz-Dental (Germania) recomandă utilizarea aparatului Keramatic, care este echipat cu un sistem automat de încălzire a apei, care permite procesul de evaporare a ceară din 16 cuve simultan timp de 2-3 minute. Polimerizarea plasticului de bază se efectuează automat pentru 8 cuve în același timp. La sfârșitul procesului de polimerizare, dispozitivul se oprește automat.
Polimerizarea într-un mediu uscat este una dintre direcțiile principale pentru îmbunătățirea tehnologiei unei baze din plastic. Următoarele pot fi utilizate ca sursă de energie externă:
Energia termică a dispozitivelor electrice speciale (dulap cu căldură uscată);
Energia microundelor;
Energia luminii;
Energia cu ultrasunete.
Iradierea cu microunde are avantajul de a economisi timp față de întărirea rapidă în apă. De exemplu, firma „JiSi” (Japonia) produce baza de plastic Akron MC. Pentru întărire într-un sistem convențional cuptor cu microunde... Polimerizarea întregii mase are loc simultan („de la interior la exterior”) în decurs de 3 minute. Acest lucru reduce conținutul de monomer rezidual. Plasticul ^ este permis sub formă de pulbere de polimer Culori diferite(roz, incolor, roz cu dungi de "vase") și lichid monomer. Pentru polimerizarea acestui plastic, este necesară o cuvă specială dintr-un material capabil să transmită energia microundelor [Markov BP și colab., 1998].
Specialiștii companiei „Dentsply” (SUA) și-au propus propria metodă de creare a proteațelor detașabile complete și parțiale. Polimerizarea se efectuează timp de câteva minute cu energie de microunde într-un cuptor AEG Micromat-115 cu injecție (introducerea materialului în cuvă sub presiune) Plastic Microbase, care reduce semnificativ contracția polimerizării, adică asigură conservarea dimensiunilor liniar-volumetrice ale baza protezei. În plus, plasticul Microbase nu conține metacrilat de metil. Materialul Microbase este ambalat în cartușe, gata de utilizare imediată, astfel încât timpul de lucru al materialului nu este limitat.
Cu toate acestea, nu există un consens cu privire la utilizarea energiei cu microunde. Sunt exprimate îngrijorări cu privire la apariția porozității în straturile groase ale bazei, nu s-a găsit nicio diferență în proprietăți fizice, microstructură și gradul de reticulare în comparație cu polimerizarea într-un mediu umed. Cu toate acestea, utilizarea de noi materiale de modelare și materiale de turnare care conțin 20-30% pulbere de aluminiu face posibilă obținerea unui plastic de bază de o calitate satisfăcătoare sub influența energiei cu microunde timp de 150 s [Poyurovskaya I. Yu., 1992]. ^
O nouă direcție în îmbunătățirea materialelor de bază este aplicarea tehnologiei proceselor de fotopolimerizare pentru a obține baze. Baza bazelor protezelor Trisch (Dentsply, SUA) este un plastic acrilic reticulat având structura unei rețele polimerice interpenetrante și capabil să se întărească sub influența luminii albastre cu o lungime de undă de 400-500 nm. Plasticul se micșorează în timpul polimerizării cu o medie de 0,2%, care este compensat de expunerea la apă. Avantajul materialului Triad este absența monomerului rezidual în acesta (nu conține metacrilat de metil).
Triada poate fi utilizată ca material de căptușeală pentru refacerea protezelor. Toate manipulările cu acest material în timpul relinării unei proteze amovibile pot fi efectuate în cavitate, gură, inclusiv întărirea inițială. Economiile de timp sunt de 60%.
Plasticul este produs gata de utilizare sub formă de plăci groase de 2 mm într-o pungă protejată împotriva luminii. Din punct de vedere al consistenței, o astfel de foaie este foarte dură și trebuie preîncălzită. Într-o stare înmuiată, este plasată pe baza protezei pregătită pentru restaurare și introdusă în cavitatea bucală. Aici este pre-vindecat cu o sursă de lumină, iar apoi proteza este întărită într-un aparat special. Triada este materialul preferat dintre materialele plastice tradiționale cu întărire rapidă din Statele Unite.
Studiile experimentale și clinice privind utilizarea acțiunii ultrasonice ca sursă externă de energie termică asupra compoziției polimer-monomer a plasticului de bază nu au relevat o îmbunătățire semnificativă a indicatorilor fizici și mecanici ai rezistenței bazei [Mishnev LM, 1987 ].
S-a remarcat în literatură că efectuarea polimerizării materialelor de bază acrilice într-un cuptor cu căldură uscată în locul unei băi de apă tradiționale face posibilă obținerea unui material mai omogen fără porozitate și rugozitate la suprafață.
Rezultatele cercetării VITishchenko (1976) au arătat că în timpul polimerizării într-un mediu uscat, numărul total de pori în secțiuni subțiri ale bazelor protezelor obținut prin metoda presării prin comprimare este de 6 ori mai mic și la suprafața adiacentă membrana mucoasă, de 11 ori mai puțin în comparație cu probele, a căror polimerizare a fost efectuată în apă clocotită (într-o baie de apă). În același timp, studiul rezistenței la tracțiune și flexiune a probelor de plastic AKR-15 obținute prin polimerizare într-un mediu uscat a determinat că rezistența la tracțiune crește cu 65%, iar cu îndoirea statică - cu 12%.
Cea mai reușită aplicare a polimerizării cu aer uscat s-a dovedit a fi producerea de punți de proteze metalice și plastice, precum și aparate ortodontice direct pe modele cu maxilar.
Încălcarea regimului de polimerizare duce la defecte ale produselor finite (bule, porozitate, pete, zone cu stres intern crescut), la crăparea, deformarea și ruperea protezei.
Există 3 tipuri de porozitate plastică: gazoasă, de compresie, granulară.
Porozitatea gazului se datorează evaporării monomerului din interiorul masei plastice polimerizante. Apare atunci când o cuvă de aluat de plastic într-o matriță de ipsos este coborâtă în apă clocotită. Această vedere porozitatea poate apărea, de asemenea, atunci când o matriță cu o cantitate mare de masă este încălzită datorită dificultății de a elimina excesul de căldură din aceasta, care se dezvoltă ca urmare a exotermicității procesului de polimerizare.
Porozitatea granulară apare datorită unui deficit de monomer în acele zone în care se poate volatiliza. Acest fenomen este observat atunci când masa monomer-polimer se umflă într-un vas deschis. În acest caz, straturile de suprafață sunt slab structurate, sunt un conglomerat de bulgări sau granule de material.
În produsele din plastic, există întotdeauna tensiuni reziduale interne semnificative, ceea ce duce la fisurare și deformare. Ele apar în locurile de contact dintre materialele plastice și cele străine (dinți de porțelan, cadru metalic, procese de închidere). Acesta este rezultatul diferiților coeficienți de expansiune liniară și volumetrică a aliajelor din plastic, porțelan, metal.
De exemplu, o bază acrilică are un coeficient de expansiune termică de 20 de ori mai mare decât cel al dinților de porțelan. Acest lucru duce la apariția unui local semnificativ solicitări interneși apariția microfisurilor la punctele de contact dintre plastic și porțelan.
Tensiunile reziduale apar, de asemenea, în locuri cu tranziție bruscă de la secțiuni masive ale unui produs din plastic la cele subțiri. Faptul este că în zonele groase ale bazei, contracția plasticului este mai mare decât în cele subțiri. În afară de, picături ascuțite temperaturile de polimerizare provoacă sau cresc deformări elastice. Acest lucru este cauzat în special de avansarea solidificării stratului exterior. Apoi vindecare straturi interioare provoacă o scădere a volumului lor și sunt sub influența tensiunilor de tracțiune, deoarece straturile exterioare au dobândit deja rigiditate.
Încălcarea proceselor de polimerizare duce, de asemenea, la faptul că monomerul nu intră complet în reacție și o parte din acesta rămâne într-o stare liberă (reziduală). Polimerul conține întotdeauna monomer rezidual. O parte a monomerului rămas în plastic este legată de forțele van der Waals de macromolecule (monomer legat), cealaltă parte este în stare liberă (monomer liber). Acesta din urmă, deplasându-se la suprafața protezei, difuzează în lichidul oral și se dizolvă în acesta, provocând diverse reacții toxico-alergice ale corpului. Materiale plastice de bază pentru modul corect polimerizarea conține 0,2-0,5%, întărire rapidă - 3-5% sau mai mult de monomer rezidual.
DetaliiPlasarea artificială a dinților ,. înlocuind ceara cu plastic. Finalizarea finală a protezei
Înainte de a continua cu stabilirea dinților artificiali, este necesar să se determine dimensiunea bazei, a cărei valoare depinde de lungimea defectelor din dentiție (cu cât lipsesc mai mulți dinți, cu atât ar trebui să fie mai mare baza). În absența unuia sau a doi dinți cu suport distal, valoarea inițială depinde de lungimea dinților lipsă, de configurația porțiunii edentate a procesului alveolar, de gradul și flexibilitatea țesuturilor sale moi, precum și de metoda de conectare a bazei cu clemele de susținere.
În cazul absenței parțiale a dinților în maxilarul superior fără sprijin distal, baza protezei trebuie să se suprapună peste maxilarul tuberculului. Zona de bază în absența suportului distal depinde de gradul de atrofie al procesului alveolar. Dacă este atrofiat, zona de bază este mărită. Mărimea liniei de bază depinde și de gradul de conformitate a membranei mucoase, dacă valoarea acesteia este de 0,6-1,2 mm, atunci aria de bază trebuie mărită.
Limita bazei protezei cu fermoar este zona neutră - locul de tranziție al membranei mucoase nemișcate a proceselor alveolare la cea mobilă. Baza ar trebui să ocolească frâul superior și buza de jos, precum și pliuri laterale situate pe maxilarul superior în regiunea premolară. Pe maxilarul inferior baza ocolește tuberculul mandibular și, din partea cavității bucale, marginea bazei nu trebuie să ajungă la 2 mm până la fundul cavității bucale. Bordura bazei pe model se aplică cu un creion. Într-o proteză cu fermoar, este de dorit ca o bază din plastic să se alăture membranei mucoase a proceselor alveolare și nu metalul cadrului. Acest lucru se datorează simplității designului său și posibilității de a corecta baza dacă apare nevoia. Dintii artificiali, asortati prin culoare, pot fi portelan si plastic. Datorită simplității de fabricație, dinții din plastic sunt mai des folosiți, totuși, aceștia se șterg rapid, în urma cărora mușcătura este redusă și dinții bontului sunt supraîncărcați. Când setarea dinților este finalizată, baza cu dinții este modelată.
Verificarea proiectării protezei cu fermoar în cavitatea bucală cu dinții furnizați poate fi omisă, deoarece, în general, ocluzia centrală este verificată la verificarea structurii cadrului.
Pentru ortopedii începători, vă recomandăm să verificați proiectarea protezei. Dacă în timpul verificării se constată că ocluzia a fost determinată incorect, dinții sunt scoși din cadru, sunt înlocuiți cu role de mușcătură și, din nou, cu ajutorul cadrului și rolelor de mușcătură, se determină ocluzia centrală. Modelul superior este scos din ocluz și reinstalat. Încă o dată, încep să pună dinții, ținând cont de greșelile făcute.
Cadrul cu baza este îndepărtat din model. Modelarea bazei de ceară și lipirea cu atenție de model. Tencuirea se face într-un mod combinat. Dinții naturali de pe model, clemele și arcurile sunt acoperite cu grijă cu o rolă de ipsos.
Când gipsul cuvei este terminat și gipsul s-a întărit, îndepărtați ceara cu apă clocotită, răciți cuva și începeți să împachetați plasticul. Dinții sunt degresați și lubrifiați cu tampoane înmuiate în monomer. Ambalajul se efectuează într-o cuvă rece, când plasticul s-a maturizat. Dacă cuva este presată prost și există un decalaj între jumătățile sale, umplut cu un strat de plastic, atunci mușcătura va fi mărită cu grosimea acestui strat. Pentru a preveni acest lucru, trebuie să efectuați ambalarea cu un cec. Puneți o foaie de celofan pe jumătate din cuvă, apăsați, apoi deschideți cuva, tăiați excesul de plastic și îndepărtați celofanul. Cuva este apăsată din nou până când marginile sunt complet închise. Polimerizați plasticul conform instrucțiunilor.

 Modelarea finală a bazelor de ceară Formarea marginilor protezei (uniformă, netedă) Modelarea volumetrică (dinții trebuie să fie complet lipsiți de ceară și să atingă baza numai cu zone speciale) Partea palatină de pe HF trebuie să fie subțire până la 1 mm, suportul de sârmă este îndepărtat Pentru a face suprafața de bază mai mare corespunzătoare membranei mucoase, este necesar să încălziți baza de ceară și să o tratați cu spumă îmbibată în benzină, depresiuni și nereguli apar pe bază, imitând membrana mucoasă naturală
Modelarea finală a bazelor de ceară Formarea marginilor protezei (uniformă, netedă) Modelarea volumetrică (dinții trebuie să fie complet lipsiți de ceară și să atingă baza numai cu zone speciale) Partea palatină de pe HF trebuie să fie subțire până la 1 mm, suportul de sârmă este îndepărtat Pentru a face suprafața de bază mai mare corespunzătoare membranei mucoase, este necesar să încălziți baza de ceară și să o tratați cu spumă îmbibată în benzină, depresiuni și nereguli apar pe bază, imitând membrana mucoasă naturală
 Gâturile dinților artificiali ar trebui să fie ceruiți până la 0,5-1 mm, ceea ce contribuie la atașarea fiabilă și la posibilitatea modelării artistice Suprafața dinților este curățată și gravată temeinic, se formează papilele interdentare și pliurile palatine. baza de ceară din zona părții inferioare este făcută puțin mai mare, datorită suprafeței reduse a protezei Modelul este tăiat cu un tundător la gingia artificială Modelul cu bază de ceară este îmbibat în apă și turnat
Gâturile dinților artificiali ar trebui să fie ceruiți până la 0,5-1 mm, ceea ce contribuie la atașarea fiabilă și la posibilitatea modelării artistice Suprafața dinților este curățată și gravată temeinic, se formează papilele interdentare și pliurile palatine. baza de ceară din zona părții inferioare este făcută puțin mai mare, datorită suprafeței reduse a protezei Modelul este tăiat cu un tundător la gingia artificială Modelul cu bază de ceară este îmbibat în apă și turnat
 Cerințe medicale și tehnice pentru materialele de bază 1. 2. 3. 4. 5. 6. 7. 8. Rezistență suficientă (+ elasticitate) Rezistență mare la oboseală la îndoire Rezistență ridicată la impact Duritate suficientă și abraziune redusă Indiferența față de acțiunea salivei Rezistența culorii Inofensiv pentru țesuturile cavității bucale Lipsa de adsorbție a substanțelor alimentare și a microflorei cavității bucale
Cerințe medicale și tehnice pentru materialele de bază 1. 2. 3. 4. 5. 6. 7. 8. Rezistență suficientă (+ elasticitate) Rezistență mare la oboseală la îndoire Rezistență ridicată la impact Duritate suficientă și abraziune redusă Indiferența față de acțiunea salivei Rezistența culorii Inofensiv pentru țesuturile cavității bucale Lipsa de adsorbție a substanțelor alimentare și a microflorei cavității bucale
 Polimeri Bioinert Nu își schimbă caracteristicile originale Pot fi sterilizate Rezistență chimică Estetică Un aspect care imită perfect viața și țesut dur
Polimeri Bioinert Nu își schimbă caracteristicile originale Pot fi sterilizate Rezistență chimică Estetică Un aspect care imită perfect viața și țesut dur
 Materiale plastice - materiale pe bază de polimeri care sunt în stare vâscoasă sau viscoelastică în timpul formării produselor și în stare sticloasă sau cristalină în timpul funcționării
Materiale plastice - materiale pe bază de polimeri care sunt în stare vâscoasă sau viscoelastică în timpul formării produselor și în stare sticloasă sau cristalină în timpul funcționării

 Materiale plastice termorezistente Reacția chimică a formării unui polimer tridimensional în timpul întăririi Materialul plastic își pierde capacitatea de a se înmuia la reîncălzire Acrilat de polimetil ireversibil, polistiren, polipropilenă, polietilenă
Materiale plastice termorezistente Reacția chimică a formării unui polimer tridimensional în timpul întăririi Materialul plastic își pierde capacitatea de a se înmuia la reîncălzire Acrilat de polimetil ireversibil, polistiren, polipropilenă, polietilenă
 Materiale plastice termoplastice Fără întărire, fără reacție chimică Nu pierdeți capacitatea de a se înmuia la reîncălzire Aminoplastice reversibile Fenoplast
Materiale plastice termoplastice Fără întărire, fără reacție chimică Nu pierdeți capacitatea de a se înmuia la reîncălzire Aminoplastice reversibile Fenoplast

 Compoziția materialelor plastice 1. Umplutură (monomer) 2. Colorant (estetic la imitarea țesuturilor moi) 3. Agent de reticulare (reticulare între macromolecule) 4. Plastifianți (pentru a crește plasticitatea și a extinde intervalul foarte elastic) 5. Stabilizatori ( protecție polimerică împotriva îmbătrânirii = antiozonate, stabilizatori de lumină, antioxidanți) 6. Agenți antimicrobieni 7. Agenți de structurare 8. Aditivi pentru radiopacitate
Compoziția materialelor plastice 1. Umplutură (monomer) 2. Colorant (estetic la imitarea țesuturilor moi) 3. Agent de reticulare (reticulare între macromolecule) 4. Plastifianți (pentru a crește plasticitatea și a extinde intervalul foarte elastic) 5. Stabilizatori ( protecție polimerică împotriva îmbătrânirii = antiozonate, stabilizatori de lumină, antioxidanți) 6. Agenți antimicrobieni 7. Agenți de structurare 8. Aditivi pentru radiopacitate
 Polimerizare Procesul de obținere a substanțelor cu greutate moleculară ridicată în care se formează o macromoleculă prin adăugarea secvențială a unuia sau mai multor monomeri la locul activ
Polimerizare Procesul de obținere a substanțelor cu greutate moleculară ridicată în care se formează o macromoleculă prin adăugarea secvențială a unuia sau mai multor monomeri la locul activ
 Etape de polimerizare: inițierea polimerizării (monomerul este transformat în situri active) Creșterea lanțului polimeric Terminarea lanțului Transferul lanțului Posibilitatea copolimerizării
Etape de polimerizare: inițierea polimerizării (monomerul este transformat în situri active) Creșterea lanțului polimeric Terminarea lanțului Transferul lanțului Posibilitatea copolimerizării
 Policondensare: Procesul de sinteză a polimerilor din compuși bi sau polifuncționali, în care creșterea macromoleculelor are loc prin interacțiunea chimică a moleculelor de monomeri între ele sau cu n-meri și prin eliberarea compușilor cu greutate moleculară mică (apă, amoniac, alcooli) Policondensare pe bază de întărire a materialelor de amprentă din silicon și polisulfură
Policondensare: Procesul de sinteză a polimerilor din compuși bi sau polifuncționali, în care creșterea macromoleculelor are loc prin interacțiunea chimică a moleculelor de monomeri între ele sau cu n-meri și prin eliberarea compușilor cu greutate moleculară mică (apă, amoniac, alcooli) Policondensare pe bază de întărire a materialelor de amprentă din silicon și polisulfură
 Plasticizare Procesul de creștere a elasticității sau plasticității unui material în condițiile procesării sau funcționării acestuia Tipuri: extern (introducerea plastifianților), intern (lanțuri monomerice ale altui polimer), mecanic (desen biaxial sau uniaxial al unui polimer) Plastifianți: ftalat de dioxil, sebacați, ftalat de dibutil
Plasticizare Procesul de creștere a elasticității sau plasticității unui material în condițiile procesării sau funcționării acestuia Tipuri: extern (introducerea plastifianților), intern (lanțuri monomerice ale altui polimer), mecanic (desen biaxial sau uniaxial al unui polimer) Plastifianți: ftalat de dioxil, sebacați, ftalat de dibutil
 Îmbătrânirea polimerilor În timp, își pierd proprietățile originale Un set de transformări chimice și fizice care apar într-un polimer în timpul funcționării, procesării sau depozitării și care duc la pierderea unui complex de proprietăți utile 2 procese principale (distrugere și reticulare) natura agentului inductor: termic, oxidativ, mecanic, radiații
Îmbătrânirea polimerilor În timp, își pierd proprietățile originale Un set de transformări chimice și fizice care apar într-un polimer în timpul funcționării, procesării sau depozitării și care duc la pierderea unui complex de proprietăți utile 2 procese principale (distrugere și reticulare) natura agentului inductor: termic, oxidativ, mecanic, radiații
 În funcție de destinație, materiale plastice de bază Materiale plastice pentru baze Materiale plastice pentru plăcuțe de bază moi Materiale plastice pentru relinarea protezelor amovibile și repararea acestora Materiale plastice tehnice pentru întărirea la rece utilizate pentru fabricarea aparatelor ortodontice
În funcție de destinație, materiale plastice de bază Materiale plastice pentru baze Materiale plastice pentru plăcuțe de bază moi Materiale plastice pentru relinarea protezelor amovibile și repararea acestora Materiale plastice tehnice pentru întărirea la rece utilizate pentru fabricarea aparatelor ortodontice

 Materiale plastice 1. Curățare la cald Etacril, Acrilic, Plastic incolor, Fluorox, Acronil, Stom. Acril, AKR-MV 2. Călire la rece Amestecul întărește Carboplast-M, Futura Jet, Futura Press N
Materiale plastice 1. Curățare la cald Etacril, Acrilic, Plastic incolor, Fluorox, Acronil, Stom. Acril, AKR-MV 2. Călire la rece Amestecul întărește Carboplast-M, Futura Jet, Futura Press N
 Polimeri și copolimeri ai acizilor acrilici și metacrilici CH 2 = CH-COOH CH 2 = C (CH 3) -COOH Timp de lucru trebuie să fie suficient pentru a putea fi atins prin variația temperaturii Coeficient ridicat de expansiune termică Polimerizare accelerată într-o baie de apă, în cuptoare cu infraroșu, în cuptoare cu microunde
Polimeri și copolimeri ai acizilor acrilici și metacrilici CH 2 = CH-COOH CH 2 = C (CH 3) -COOH Timp de lucru trebuie să fie suficient pentru a putea fi atins prin variația temperaturii Coeficient ridicat de expansiune termică Polimerizare accelerată într-o baie de apă, în cuptoare cu infraroșu, în cuptoare cu microunde


 Tipuri de porozitate Gaz (datorită evaporării monomerului în interiorul masei polimerice, adânc în material) Porozitatea compresiei (datorită scăderii volumului masei polimerizante pastoase, lipsei de presiune) Granulare (structurare slabă a materialului)
Tipuri de porozitate Gaz (datorită evaporării monomerului în interiorul masei polimerice, adânc în material) Porozitatea compresiei (datorită scăderii volumului masei polimerizante pastoase, lipsei de presiune) Granulare (structurare slabă a materialului)
 Materiale plastice de întărire la rece. Etape 1 stadiu-nisip etapă 2 etape fire vâscoase sau de întindere 3 etape etapă-pastos 4-tip cauciucat Metoda de prelucrare principală presare
Materiale plastice de întărire la rece. Etape 1 stadiu-nisip etapă 2 etape fire vâscoase sau de întindere 3 etape etapă-pastos 4-tip cauciucat Metoda de prelucrare principală presare


 Tencuiala într-o cuvă Cuva este o cutie metalică dreptunghiulară cu margini rotunjite și constă din două jumătăți, dintre care una are caneluri pentru alinierea precisă. Material: cupru, duraluminiu, fier, ușor susceptibil la coroziune și deformare în timpul presării
Tencuiala într-o cuvă Cuva este o cutie metalică dreptunghiulară cu margini rotunjite și constă din două jumătăți, dintre care una are caneluri pentru alinierea precisă. Material: cupru, duraluminiu, fier, ușor susceptibil la coroziune și deformare în timpul presării
 3 moduri de tencuială 1. Direct (pe intrare, la repararea unei baze rupte) 2. Reverse (pe o gumă artificială) 3. Combinat (tip mixt)
3 moduri de tencuială 1. Direct (pe intrare, la repararea unei baze rupte) 2. Reverse (pe o gumă artificială) 3. Combinat (tip mixt)
 Metoda dreaptă Modelul este decupat astfel încât atunci când este poziționat în centrul bazei cuvei, există suficient spațiu pentru a modela marginile. Modelul este scufundat în tencuiala bazei cuvetei, astfel încât dinții artificiali să se ridice oarecum deasupra părților laterale ale cuvetei. Tencuiala deplasată este utilizată pentru a acoperi suprafețele vestibulare și ocluzale ale dinților, creând o rolă, a cărei grosime deasupra dinților trebuie să fie de 3-4 mm. Suprafețele orale ale dinților și baza de ceară rămân libere de tencuială. După ce gipsul s-a întărit, suprafața acestuia este acoperită cu un strat izolant (parafină lichidă, talc, apă rece timp de 15-20 de minute). Prin scoaterea capacului, partea de sus Cuve sunt conectate la fund și spațiul este umplut cu porțiuni mici de gips, lovind în mod constant cuva de marginea mesei pentru a deplasa aerul. Sub o presă pentru a elimina excesul de gips, topiți ceara, deschideți și uscați. Acoperiți cu un strat de lac izolant.
Metoda dreaptă Modelul este decupat astfel încât atunci când este poziționat în centrul bazei cuvei, există suficient spațiu pentru a modela marginile. Modelul este scufundat în tencuiala bazei cuvetei, astfel încât dinții artificiali să se ridice oarecum deasupra părților laterale ale cuvetei. Tencuiala deplasată este utilizată pentru a acoperi suprafețele vestibulare și ocluzale ale dinților, creând o rolă, a cărei grosime deasupra dinților trebuie să fie de 3-4 mm. Suprafețele orale ale dinților și baza de ceară rămân libere de tencuială. După ce gipsul s-a întărit, suprafața acestuia este acoperită cu un strat izolant (parafină lichidă, talc, apă rece timp de 15-20 de minute). Prin scoaterea capacului, partea de sus Cuve sunt conectate la fund și spațiul este umplut cu porțiuni mici de gips, lovind în mod constant cuva de marginea mesei pentru a deplasa aerul. Sub o presă pentru a elimina excesul de gips, topiți ceara, deschideți și uscați. Acoperiți cu un strat de lac izolant.

 Metoda inversă de tencuială Tencuiala este amestecată și partea superioară a cuvei este umplută, în care modelul este scufundat astfel încât dinții și gingiile artificiale să se ridice deasupra nivelului părților sale. Numai modelul este pus în tencuială, iar gingiile și dinții rămân fără tencuială. Gipsul este netezit la nivelul părților laterale ale cuvei și plasat în interior apă rece... După ce ați scos fundul de la baza cuvei, partea inferioară puneți deasupra și umpleți spațiul în porții mici. Cuva este, de asemenea, închisă sub presă. Mai mult, când sunt deconectați, dinții cu gingia se află în partea inferioară, iar modelul în jumătatea superioară a cuvetei.
Metoda inversă de tencuială Tencuiala este amestecată și partea superioară a cuvei este umplută, în care modelul este scufundat astfel încât dinții și gingiile artificiale să se ridice deasupra nivelului părților sale. Numai modelul este pus în tencuială, iar gingiile și dinții rămân fără tencuială. Gipsul este netezit la nivelul părților laterale ale cuvei și plasat în interior apă rece... După ce ați scos fundul de la baza cuvei, partea inferioară puneți deasupra și umpleți spațiul în porții mici. Cuva este, de asemenea, închisă sub presă. Mai mult, când sunt deconectați, dinții cu gingia se află în partea inferioară, iar modelul în jumătatea superioară a cuvetei.

 Metoda combinată de tencuire Include elemente de direct și invers. Se folosește în cazurile în care dinții frontali sunt pe flux, iar dinții laterali sunt pe gingia artificială. În acest caz, dinții așezați pe intrare sunt acoperiți cu o rolă de ipsos (drept), iar cei laterali rămân deschiși și trec în cealaltă jumătate a cuvetei (invers). Tencuirea se efectuează la baza cuvetei.
Metoda combinată de tencuire Include elemente de direct și invers. Se folosește în cazurile în care dinții frontali sunt pe flux, iar dinții laterali sunt pe gingia artificială. În acest caz, dinții așezați pe intrare sunt acoperiți cu o rolă de ipsos (drept), iar cei laterali rămân deschiși și trec în cealaltă jumătate a cuvetei (invers). Tencuirea se efectuează la baza cuvetei.
 Presare prin transfer de plastic de turnare prin injecție în care materialul se înmoaie (plastifiază) în cilindrul de turnare (creuzet), de unde este pompat în matriță, unde, după întărire, își asumă configurația și dimensiunile produsului. În unele cazuri, creuzetul poate fi încărcat cu material plasticizat de la un extruder. L. p.p. se realizează pe prese universale cu un piston de lucru pentru închiderea matriței și injectarea materialului în ea sau pe prese specializate, în care închiderea matriței este efectuată de un piston, iar materialul este injectat cu altul.
Presare prin transfer de plastic de turnare prin injecție în care materialul se înmoaie (plastifiază) în cilindrul de turnare (creuzet), de unde este pompat în matriță, unde, după întărire, își asumă configurația și dimensiunile produsului. În unele cazuri, creuzetul poate fi încărcat cu material plasticizat de la un extruder. L. p.p. se realizează pe prese universale cu un piston de lucru pentru închiderea matriței și injectarea materialului în ea sau pe prese specializate, în care închiderea matriței este efectuată de un piston, iar materialul este injectat cu altul.
 Schema de turnare prin injecție a plasticului: 1 - piston; 2 - cilindru de turnare; 3 - material încălzit; 4 - formă închisă; 5 - modelarea cavității matriței; 6 - produs.
Schema de turnare prin injecție a plasticului: 1 - piston; 2 - cilindru de turnare; 3 - material încălzit; 4 - formă închisă; 5 - modelarea cavității matriței; 6 - produs.

 După finalizarea procesului de polimerizare a plasticului și răcirea completă a cuvei, proteza este eliberată. Mai întâi, scoateți capacul și fundul cuvei și, dacă există frica de rupere la separarea jumătăților cuvei, atunci întregul bloc de gips este stors cu o presă. De asemenea, puteți separa mai întâi părțile cuvei. Eliberarea este bună dacă s-a făcut izolarea înainte.
După finalizarea procesului de polimerizare a plasticului și răcirea completă a cuvei, proteza este eliberată. Mai întâi, scoateți capacul și fundul cuvei și, dacă există frica de rupere la separarea jumătăților cuvei, atunci întregul bloc de gips este stors cu o presă. De asemenea, puteți separa mai întâi părțile cuvei. Eliberarea este bună dacă s-a făcut izolarea înainte.

Bolile dinților, țesuturile care înconjoară dinții, leziunile dentiției sunt destul de frecvente. Nu mai rar există anomalii în dezvoltarea dentiției (anomalii de dezvoltare), care apar ca urmare a celor mai diverse motive... După transport și daune industriale, operații pe față și fălci, atunci când sunt deteriorate sau îndepărtate un numar mare dețesuturile moi și oasele, după răni prin împușcare nu numai că au loc tulburări de formă, dar și funcția suferă semnificativ. Asta pentru ca sistemul dentoalveolar constă în principal din scheletul osos și sistemul musculo-scheletic. Tratamentul leziunilor aparatului locomotor constă în utilizarea diferitelor dispozitive ortopedice și proteze. Stabilirea naturii daunelor, bolilor și elaborarea unui plan de tratament sunt o secțiune a practicii medicale.
Fabricarea aparatelor ortopedice și a protezelor dentare constă dintr-o serie de activități care sunt efectuate de un chirurg ortoped împreună cu un tehnician de laborator dentar. Chirurgul ortoped efectuează toate procedurile clinice (pregătirea dinților, prelevarea de amprente, determinarea raportului dentiției), verifică proiectarea protezelor și a diferitelor dispozitive în gura pacientului, pune dispozitivele și protezele fabricate pe maxilare și apoi monitorizează starea cavității bucale și a protezelor dentare.
Tehnicianul de laborator dentar face totul lucrări de laborator pentru fabricarea protezelor și dispozitivelor ortopedice.
Etapele clinice și de laborator ale fabricării protezelor și dispozitivelor ortopedice alternează, iar precizia lor depinde de executarea corectă a fiecărei manipulări. Acest lucru necesită controlul reciproc al celor două persoane implicate în implementarea planului de tratament planificat. Controlul reciproc va fi cu atât mai complet, cu cât fiecare interpret performant deține tehnica de fabricație a protezelor și dispozitivelor ortopedice, în ciuda faptului că în practică este determinat gradul de participare al fiecărui artist. antrenament special- medical sau tehnic.
Tehnologia protezei este știința proiectelor și a metodelor de fabricație a protezelor. Dinții sunt necesari pentru zdrobirea alimentelor, adică pentru funcționarea normală a aparatului de mestecat; în plus, dinții sunt implicați în pronunția anumitor sunete și, prin urmare, dacă se pierd, vorbirea lor poate fi distorsionată semnificativ; in cele din urma, dinti buni decorați fața, iar absența lor va rușina o persoană și, de asemenea, va afecta negativ sănătate mentală, comportament și comunicare cu oamenii. Din cele spuse, devine clar că există o legătură strânsă între prezența dinților și funcțiile enumerate ale corpului și necesitatea de a le restabili în caz de pierdere prin proteze.
Cuvântul „proteză” provine din greacă - proteză, care înseamnă parte artificială corp. Astfel, protezele își propun să înlocuiască un organ pierdut sau o parte din acesta.
Orice proteză care este în esență corp strain cu toate acestea, ar trebui să restabilească funcția pierdută cât mai mult posibil fără a provoca vătămări și, de asemenea, să repete aspectul organului înlocuit.
Protetica este cunoscută de foarte mult timp. Prima proteză, care a fost utilizată în timpuri străvechi, poate fi considerată o cârjă primitivă, ceea ce a facilitat mișcarea unei persoane care a pierdut un picior și, prin urmare, a restabilit parțial funcția piciorului.
Îmbunătățirea protezelor a avut loc atât pe linia creșterii eficienței funcționale, cât și pe linia de abordare a aspectului natural al organului. În prezent, există proteze pentru picioare și mai ales pentru mâini cu mecanisme destul de complexe care îndeplinesc mai mult sau mai puțin cu succes sarcina la îndemână. Cu toate acestea, sunt utilizate și proteze care servesc doar scopurilor cosmetice. Protezele oftalmice pot fi citate ca exemplu.
Dacă apelăm la proteze dentare, se poate observa că în unele cazuri dă un efect mai mare decât alte tipuri de proteze. Unele modele de proteze moderne redau aproape complet funcția de mestecat și vorbire și, în același timp, la aspect, chiar și în lumina zilei, au o culoare naturală și diferă puțin de dinții naturali.
Protezele dentare au trecut mult cale istorică... Istoricii mărturisesc că protezele au existat timp de multe secole î.Hr., deoarece au fost descoperite în timpul săpăturilor de morminte antice. Aceste proteze erau dinți frontali din os și ținuți împreună cu o serie de inele de aur. Inelele au servit aparent pentru a atașa dinții artificiali la cei naturali.
Astfel de proteze ar putea avea doar valoare cosmetică, iar fabricarea lor (nu numai în timpurile străvechi, ci și în Evul Mediu) a fost realizată de persoane care nu au legătură directă cu medicina: fierari, strungari, bijutieri. În secolul al XIX-lea, stomatologii au devenit cunoscuți ca tehnicieni dentari, dar erau în esență aceiași meșteșugari ca predecesorii lor.
Instruirea a durat de obicei câțiva ani (nu au existat termene fixe), după care studentul, după ce a trecut examenul corespunzător la consiliul meșteșugăresc, a primit dreptul la muncă independentă... O astfel de structură socio-economică nu putea să nu afecteze nivelul cultural și socio-politic al tehnicienilor dentari, care se aflau într-un stadiu extrem de scăzut de dezvoltare. Această categorie de lucrători nici măcar nu a fost inclusă în grupul specialiștilor medicali.
De regulă, nimănui nu-i păsa atunci de pregătirea avansată a tehnicienilor dentari, deși lucrătorii individuali au obținut o perfecțiune artistică ridicată în specialitatea lor. Un exemplu este medicul dentist care a locuit în Sankt Petersburg în secolul trecut și a scris primul manual despre tehnologia dentară în limba rusă. Judecând după conținutul manualului, autorul său a fost un specialist cu experiență și o persoană educată pentru timpul său. Acest lucru poate fi judecat cel puțin prin următoarele afirmații din introducerea cărții: „Un studiu început fără teorie, care conduce doar la multiplicarea tehnicienilor, este vina, deoarece, fiind incomplet, formează muncitori - negustori și artizani, dar va nu produce niciodată un dentist.un artist, precum și un tehnician educat. Arta stomatologiei, practicată de oameni fără cunoștințe teoretice, nu poate fi în niciun fel echivalată cu cea care ar constitui o ramură a medicinei. "
Dezvoltarea tehnologiei protezei ca disciplină medicală a luat o nouă cale. Pentru ca un tehnician dentar să devină nu numai un interpret, ci și un lucrător creativ capabil să ridice echipamentul dentar la înălțimea corectă, el trebuie să aibă un anumit complex special și cunoștințe medicale... Reorganizarea educației dentare în Rusia este subordonată acestei idei, iar acest manual a fost compilat pe baza acestei idei. Tehnologia stomatologică a reușit să se alăture dezvoltării progresive a medicinei, eliminând artizanatul și întârzierea tehnică.
În ciuda faptului că obiectul de studiu al tehnologiei dentare este echipamentul mecanic, trebuie totuși să nu uităm că un tehnician dentar trebuie să cunoască scopul echipamentului, mecanismul acțiunii sale și eficacitate clinică, nu doar forme externe.
Subiectul studiului tehnologiei protezei dentare nu sunt numai dispozitivele de înlocuire (proteze), ci și cele care servesc la influențarea anumitor deformări ale dentiției. Acestea includ așa-numitele dispozitive de corectare, întindere, fixare. Aceste dispozitive, utilizate pentru a elimina tot felul de deformări și consecințele rănilor, sunt deosebit de importante în timpul războiului, când numărul de leziuni zona maxilo-faciala crește brusc.
Rezultă din cele spuse că protezele dentare ar trebui să se bazeze pe o combinație de calificări tehnice și abilități artistice cu principalele setări generale biologice și medicale.
Materialul de pe acest site este destinat nu numai studenților din școlile stomatologice și stomatologice, ci și vechilor specialiști care trebuie să-și îmbunătățească și să aprofundeze cunoștințele. Prin urmare, autorii nu s-au limitat la o singură descriere proces tehnologic fabricarea diferitelor modele de proteze, dar sa considerat necesar să se ofere și premisele teoretice de bază pentru munca clinică la nivelul cunoștințelor moderne. Aceasta include, de exemplu, problema distribuției corecte a presiunii de mestecat, conceptul de articulație și ocluzie și alte puncte care leagă activitatea clinicii și a laboratorului.
Autorii nu au putut ignora problema organizării locului de muncă, care a câștigat o mare importanță în țara noastră. De asemenea, măsurile de siguranță nu au fost ignorate, deoarece munca într-un laborator stomatologic este asociată cu pericole industriale.
Manualul oferă informații de bază despre materialele pe care un tehnician dentar le folosește în munca sa, cum ar fi tencuiala, ceara, metalele, fosforul, plasticul etc. Cunoștințele despre natura și proprietățile acestor materiale sunt necesare unui tehnician dentar pentru a le corect și îmbunătățiți-le în continuare ...
În prezent, țările dezvoltate se confruntă cu o creștere notabilă a speranței de viață a oamenilor. În acest sens, crește și numărul persoanelor cu pierderea completă a dinților. Un sondaj efectuat în mai multe țări a relevat un procent mare de pierderi complete ale dinților la populația vârstnică. Deci, în SUA numărul pacienților fără dinți ajunge la 50, în Suedia - 60, în Danemarca și Marea Britanie depășește 70-75%.
Anatomic, fiziologic și modificări mentale la persoanele în vârstă, tratamentul protetic al pacienților edentați este complicat. 20-25% dintre pacienți nu folosesc proteze complete.
Tratamentul protetic al pacienților cu fălci edentate este una dintre secțiunile importante ale stomatologiei ortopedice moderne. În ciuda contribuției semnificative a oamenilor de știință, multe dintre problemele acestei secțiuni Medicină clinică decizia finală nu a fost primită.
Protetica pentru pacienții cu fălci edentate își propune să restabilească relațiile normale între organele regiunii maxilo-faciale, oferind un optim estetic și funcțional, astfel încât alimentele să fie plăcute. Acum este bine stabilit că valoarea funcțională a protezelor dentare complete amovibile depinde în principal de fixarea lor pe fălcile edentate. Acesta din urmă, la rândul său, depinde de luarea în considerare a mai multor factori:
1. anatomia clinică a gurii fără dinți;
2. o metodă de obținere a unei amprente funcționale și modelarea unei proteze;
3. particularitățile psihologiei pacienților primari sau re-protetici.
Începând să studiem această problemă complexă, ne-am concentrat în primul rând pe anatomia clinică. Aici ne-a interesat ameliorarea suportului osos al patului protetic fălcile fără dinți; relaţie diverse corpuri cavitatea bucală edentată la diferite grade de atrofie a procesului alveolar și valoarea aplicată a acestora (clinică anatomie topografică); caracteristicile histotopografice ale maxilarelor edentate cu grade diferite atrofia osului alveolar și a țesuturilor moi înconjurătoare.
Pe lângă anatomia clinică, a trebuit să cercetăm noi metode de obținere a unei amprente funcționale. Cerința teoretică pentru cercetarea noastră a fost prevederea că nu numai marginea protezei și suprafața acesteia situată pe membrana mucoasă a procesului alveolar, ci și suprafața lustruită, a cărei inconsecvență cu mediul înconjurător țesuturi active duce la o deteriorare a fixării acestuia. Studiu sistematic caracteristici clinice protetica pacienților cu fălci edentate și experiența practică acumulată ne-au permis să îmbunătățim unele dintre modalitățile de îmbunătățire a eficacității protezelor dentare complete amovibile. În clinică, acest lucru a fost exprimat prin dezvoltarea unei tehnici de modelare volumetrică.
Controversa cu privire la faptul că materialele de bază realizate din acrilați au un efect toxic, iritant asupra țesuturilor patului protetic nu a fost epuizată. Toate acestea ne obligă să fim atenți și convingem de nevoia de experiment și cercetare clinica manifestări efecte secundare proteze dentare amovibile. Bazele acrilice se rup nerezonabil de multe ori, iar aflarea cauzelor acestor defecțiuni este, de asemenea, de un anumit interes practic.
De mai bine de 20 de ani, am studiat aspectele enumerate ale problemei protezelor maxilarelor edentate. Site-ul rezumă rezultatele acestor studii.
1. Subiectul lecției:
Etapa de laboratorînlocuind ceara cu plastic. Tipuri de tencuieli (directe, inversate, combinate) de compoziții de ceară într-o cuvă. Pregătirea „aluatului” din plastic, ambalare. Metode de polimerizare. Mod de polimerizare în baie de apă. Posibile greșeli, manifestările lor, prevenirea. Finisarea protezei amovibile.
2. Scopul lecției:
Introduce elevii cu metodele de tencuire a construcției de ceară a protezei într-o cuvă. Pregătirea și modul de polimerizare a plasticului.
Elevul ar trebui să știe:
1. Tipuri de ghips (direct, invers, combinat) de compoziții de ceară ale protezei într-o cuvă.
2. Posibile erori, manifestările lor, prevenirea.
Studentul ar trebui să poată:
1. Efectuați pregătirea "testului" din plastic, ambalaj. Metode de polimerizare. Mod de polimerizare în baie de apă.
2. Efectuați modelarea finală a bazei de ceară a protezei.
Elevul ar trebui să se familiarizeze cu:
1. Cu finisarea protezelor amovibile.
3. Structura unei lecții practice de cinci ore (200 de minute):
4. Lista întrebărilor de verificat de bază cunoştinţe:
1. Dinți artificiali din plastic și porțelan.
2. Reguli pentru selectarea și amplasarea dinților artificiali în proteze parțiale amovibile.
5. Lista întrebărilor pentru a verifica nivelul final de cunoștințe:
1. Modelarea finală a bazei de ceară a protezei.
2. Tipuri de tencuială (directă, inversă, combinată) de compoziții de ceară ale protezei într-o cuvă.
3. Pregătirea „aluatului” din plastic, ambalarea. Metode de polimerizare. Mod de polimerizare în baie de apă.
4. Posibile erori, manifestările lor, prevenirea.
5. Finisarea protezelor amovibile.
6. rezumat clase:
Modelarea finală a bazei de ceară a protezei este după cum urmează.
1. Marginea gingiei artificiale este lipită de model cu ceară topită.
2. Placa de bază din ceară care acoperă palatul este înlocuită cu o nouă grosime de 1,5-2 mm pentru a obține o grosime uniformă a plasticului. Pe partea gingiei artificiale, gâturile dinților trebuie acoperite cu ceară cu 1 mm pentru a le întări în bază. Spațiile dintre dinții artificiali trebuie să fie liberi de ceară.
3. În timpul modelării finale a protezei pentru maxilarul inferior, placa de ceară nu se schimbă. Grosimea bazei pe maxilarul superior trebuie să fie de 1,5 mm, pe cea inferioară - 2-2,5 mm.
4. Este necesar să curățați bine suprafața exterioară a dinților de ceară și să îndepărtați ceara de pe gâturile dinților, altfel, în timpul polimerizării plasticului de bază, ceara va pătrunde în plasticul dinților și le va pata roz.
Pentru a înlocui ceara cu materialul de bază din ipsos, se creează o ștampilă și o ștampilă contra. În acest scop, un model cu bază de ceară și dinți artificiali este introdus într-o cuvă metalică pliabilă. Toate părțile cuvei sunt echipate cu dispozitive (proeminențe, caneluri) pentru a asigura precizia asamblării lor. Există trei metode de tencuială: directă, inversă, combinată.
Cu metoda directă modelul cu construcția de ceară a protezei este pus în baza cuvetei astfel încât suprafețele vestibulare și ocluzale ale dinților să fie acoperite cu tencuială, iar ceara care acoperă palatul și marginea alveolară a gingiei din partea linguală să rămână gratuit. După imersia preliminară în apă (timp de 10-15 minute), capacul cuvei cu structura turnată în tencuială a protezei este umplut cu gips și presat. După ce gipsul s-a întărit, ceara se topește și ambele jumătăți ale cuvetei sunt deschise. Dinți artificiali pentru metoda directa nu treceți în cealaltă jumătate, rămânând la baza cuvetei. Metoda directă este utilizată la repararea protezelor dentare, la fixarea dinților pe un flux.
În sens opus modelul este pus în jumătatea superioară a cuvei, astfel încât baza cu dinți artificiali să nu fie acoperită cu tencuială. Apoi se instalează a doua jumătate a cuvetei și se obține o contra-ștampilă. Cuva se pune în apă clocotită și după 7-10 minute, după înmuierea cerii, se deschide. În acest caz, dinții artificiali și clemele trec de la ștampila la ștampila contra. Baza cuvei merge: dinți artificiali, cleme în partea superioară - un model de ipsos. Metoda inversă este utilizată la fabricarea protezelor amovibile parțiale și complete cu așezare pe o gumă artificială.
Metoda combinată Se utilizează în cazul unui proces alveolar puternic pronunțat al zonei frontale a maxilarului superior cu stabilirea dinților artificiali pe fluxul fără gingie artificială, iar cei laterali pe gingia artificială. Această zonă este turnată prin tencuială printr-o metodă directă, suprapunând suprafața vestibulară și marginile incizale ale dinților de pe fluxul cu tencuială. Restul construcției de ceară a protezei este turnat în tencuială în sens invers. După deschiderea cuvetei (cu preîncălzirea în apă clocotită), dinții de pe intrare rămân la baza cuvetei. În prezența dinților naturali, pe care sunt fixate clemele, acestea sunt tăiate înainte de începerea turnării.
Materialele utilizate pentru fabricarea bazelor protezelor se numesc materiale plastice de bază.
Cerințe pentru materialele de bază:
1) rezistență suficientă și elasticitatea necesară pentru a asigura integritatea protezei și absența deformării acesteia sub influența forțelor de mestecat;
2) duritate suficientă și abraziune redusă;
3) rezistență ridicată la impact;
4) greutate specifică scăzută și conductivitate termică scăzută;
5) inofensivitatea țesuturilor cavității bucale și a corpului în ansamblu;
6) lipsa capacității de adsorbție în raport cu substanțele alimentare și microflora cavității bucale.
În plus, materialele de bază trebuie să îndeplinească următoarele cerințe:
1) se leagă ferm cu porțelan, metal, plastic;
2) ușor de prelucrat într-un produs cu precizie ridicată și păstrarea formei date;
3) să fie colorat și să imite bine culoarea naturală a gingiilor;
4) ușor de dezinfectat;
5) ușor de reparat;
6) nu provoca neplăcute senzații de gustși fără miros.
În prezent, materialele plastice acrilice sunt produse pentru bazele protezelor sub formă de două componente - o pulbere (polimer) și un lichid (monomer). Acestea sunt „AKR-15” („Ethakryl”), „Acrel”, „Ftorax”, „Acronil”, plastic incolor de bază, „Trevalon”, „Superacryl” etc.
Procesul de preparare a plasticului pentru fabricarea protezelor este după cum urmează: pentru fabricarea unei proteze cu placă detașabilă cu defecte parțiale ale dentiției, se cântăresc de la 5 la 8 g de pulbere, pentru proteză completă- 10-11 g. O porțiune cântărită se toarnă într-un pahar curat și se adaugă o treime sau jumătate din monomer în volum. Monomerul este măsurat cu o sticlă de măsurare.
Polimerul umezit într-un pahar este agitat cu o tijă de sticlă sau porțelan până când pulberea este umezită uniform. Amestecul rezultat este lăsat într-un pahar acoperit cu o placă de sticlă pentru a se umfla timp de 15-20 minute la temperatura camerei.
Maturarea plasticului este considerată completă atunci când masa aluată rezultată este trasă în fire subțiri.
Plasticul preparat este selectat din paharul cu o spatulă, împărțit în porțiuni separate, plasat într-o cuvă pregătită și presat. În procesul de presare, plasticul este modelat, umplând toate zonele bazei protetice. După turnare și presare, plasticul este polimerizat.
Există trei metode pentru polimerizarea materialelor plastice:
1) polimerizare într-o baie de apă;
2) metoda de turnare prin injecție a plasticului;
3) polimerizare cu microunde.
© 2015-2019 site
Toate drepturile aparțin autorilor lor. Acest site nu pretinde autorul, dar oferă utilizare gratuită.
Data creării paginii: 22.07.2016