Bij het vervaardigen van meubels en schrijnwerk worden de onderdelen vaak "op een doorn" met elkaar verbonden. Er zijn verschillende soorten spijkerverbindingen: "zwaluwstaart", doos, rond en ovaal, waardoor u onderdelen onder de gewenste hoek kunt monteren of verlengen. Een pen is een vrij complex element in uitvoering, vooral waarvoor speciale apparatuur is gemaakt - een pennenbank.
Soorten pennenbanken
De pennenbank voor hout wordt gebruikt om doornen en nokken te vormen op de delen van frames en dozen om ze onder een hoek te verbinden, evenals om een mini-pen te vormen, die nodig is voor de procedure voor het aan elkaar koppelen van werkstukken. Dergelijke machines zijn vrij gebruikelijk in meubelfabrieken.
Er zijn twee soorten pennenbanken ontwikkeld:
- frame pennenbanken
- box pennenmachines.
Ze verschillen in het type doorn dat wordt verkregen.
Volgens de methode voor het verwerken van onderdelen, zijn pennen voor houtbewerkingsmachines onderverdeeld in:
- eenzijdig
- tweezijdig.
Ze zullen helpen bij het vormen van een rechte piek, een afgeronde ruggengraat of een zwaluwstaartrug.
Eenzijdige peninrichtingen zijn machines van het positionele type. Hun ontwerp veronderstelt de aanwezigheid van een desktop die heen en weer beweegt. Het werkstuk is aan deze tafel bevestigd. Na de voltooiing van de eerste reeks bewerkingen met het werkstuk met behulp van de wagen, keert het terug. En al het gedane werk wordt weer herhaald, alleen nu aan de andere kant van het werkstuk.
Dubbelzijdige pennenbanken zijn machines van het type doorsteek. In dergelijke machines worden werkstukken zonder onderbreking aangevoerd met behulp van een kettingtransporteur en een klemmechanisme. In dit geval wordt de verwerking aan beide zijden tegelijkertijd uitgevoerd. Het ontwerp van deze apparaten heeft twee identieke kolommen, waarvan er één langs de geleiders beweegt, met zijn hulp wordt de machine aangepast aan een bepaalde lengte van het onderdeel.
Frezen zijn het snijmechanisme op pennenbanken, en conische vingerfrezen worden gebruikt om een zwaluwstaartpin te maken. De machine freest de spikes en groeven ervoor (lugs) in de samenstellende delen van houten constructies.
Zwaluwstaart- en doosspikes worden gevormd op speciale soorten machines, die worden geproduceerd voor professioneel gebruik in grote ondernemingen. De resulterende bevestigingsmiddelen zijn zeer betrouwbaar en garanderen een langdurige werking van de producten.
Ronde en ovale spikes worden gevormd op apparaten met CNC en werken in de automatische modus. CNC-machines zijn in staat om met werkstukken in elk vlak te werken.
De meest populaire zijn pennenbanken voor kozijn-, deur- en raamconstructies.
Hoofdparameters:
De belangrijkste kenmerken van pennenbanken zijn:
- maximale diameter van het te bewerken werkstuk
- grootste penbreedte:
- grootste rugdiameter
- soort doorn
- spilsnelheid
- motorvermogensniveau
- Dimensies en gewicht.
De belangrijkste vereiste voor een pennenbank is een hoge precisie van bewerkingen. Anders passen de onderdelen niet bij elkaar en mislukt de verbinding.
Er worden pennenbanken gebruikt:
- verwerking van gekalibreerde platen, spaanplaat
- het inhalen van de omtrek van deurbladen, raamkozijnen
- vloerplaatverwerking
- aanleggen van parket.
Enkele gebruikskenmerken:
- op grote productiebanen worden dergelijke machines aan het plafond gemonteerd. Als extra configuratie zijn er kleminrichtingen, voorritszagen worden geaccepteerd voor werkstukken. Het werkstuk valt op de verstekzagen en wordt daarom met twee freessteunen bewerkt.
- de aanvoersnelheid van het werkstuk kan traploos worden aangepast door middel van een variator
- om de verwerking van hoge kwaliteit te laten zijn, moet de rotatiesnelheid van de spil 7000 tpm zijn
- de lengte van de rail kan 2, 2,5 of 3 meter zijn
- het ontwerp maakt het mogelijk om verschillende gereedschappen voor houtbewerking te gebruiken
- de apparatuur kan bovendien worden uitgerust met een pneumatisch klemmechanisme en een verlenging van het werkoppervlak.
Box pennenbanken
Rechte kokerpennen worden gemaakt met zowel enkelzijdige als pennenbanken
De spil in dergelijke inrichtingen bevindt zich in een horizontale positie en de doosplanken worden in een bundel op de werktafel gevouwen en in een verticaal vlak in de richting van een raaklijn aan de omtrek van het snijsysteem van dergelijke machines gevoerd.
Het apparaat bevat een frame, in het bovenste deel waarvan zich lagers bevinden. Daarin is een spindel gemonteerd, die via een katrol en een riemaandrijving is verbonden met een elektromotor. Een van de drie lagers waarin de spindel is gemonteerd, moet worden verwijderd tijdens de installatie van het snijgereedschap. Op het machinebed bevinden zich elementen van de hydraulische aandrijving van de tafelaanvoer. De tafel kenmerkt zich door een beweegbare bevestiging op geleiders in de geleiders van het apparaat. Het bedieningspaneel bevat de startapparatuur voor de elektromotor (drukknopstation en magnetische starter). De tafel wordt verticaal bewogen door een hydraulisch invoermechanisme.
De taak van dubbelzijdige kokerpennen is het gelijktijdig maken van rechte kokerpennen aan beide uiteinden van het onderdeel.
De voordelen van dergelijke apparaten:
- eenvoudige bediening en afstelling, evenals automatische gereedschapstoevoer. Dit alles garandeert het hoogste niveau van machineproductiviteit.
- het apparaat kan beide delen van de zwaluwstaartverbinding afzonderlijk of gelijktijdig verwerken
- fixatie van het werkstuk wordt handmatig uitgevoerd met behulp van pneumatische klemmen
- alle instellingen worden beheerd vanaf het bedieningspaneel
- dankzij de CNC is het mogelijk om de spoed van de pen, het aantal groeven, de diepte van de pen, de afmetingen van het werkstuk en de voeding te wijzigen.
De apparatuur kan bovendien worden uitgerust met een speciale plank voor het stapelen van werkstukken. Dit is erg handig bij het frezen van zwaluwstaartpluggen op gebogen en gevormde laden.
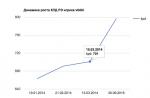
Bij het werk aan het maken van houten ramen en deuren is de frees- en pennenbank erg populair. In deze sectie zullen we u vertellen hoe u zelf een pennenbank kunt maken.
Aan het einde van de zelfmontage ontvangt u een apparaat dat niet opnieuw hoeft te worden geconfigureerd, omdat het speciaal wordt gemaakt om met een pensnede te werken. Voordat u doorgaat met de montage, moet u twee spindels kopen. Het ontwerpschema van de wagen is gemakkelijk te vinden op internet. Als het niet bij je past, kun je altijd je eigen toevoegingen toevoegen.
Vaak veranderen vakmensen in het algemene ontwerp van een pennenbank de lengte van de geleidestang naar boven. Dit betekent dat de belasting toeneemt. Om deze reden kunt u het gebruik van een vierkante buis weigeren. Het kan worden vervangen door een I-balk, aan de planken waarvan de hoeken moeten worden gelast.
Ervaren vakmensen raden het gebruik van een standaard rijtuig af. De wagen moet twee stalen hoeken van 6,3 cm, acht 301 lagers hebben, evenals autobouten (L50) en ringen daarvoor. Van de I-balk is het de moeite waard om bevestigingen in de vorm van de letter "T" uit te snijden en een tafel met een geleider en een klem eraan te schroeven.
 We benadrukken dat de klem in de fabriek moet worden gemaakt en in een gespecialiseerde winkel moet worden gekocht. De aanwezigheid van de tafel is noodzakelijk om extra stevigheid te verkrijgen. De hoeken moeten diagonaal worden vastgebonden. Tegelijkertijd, hoewel de koets behoorlijk stijf blijkt te zijn, beweegt hij gemakkelijk en soepel. Het kan ook op andere soorten apparaten worden gemonteerd.
We benadrukken dat de klem in de fabriek moet worden gemaakt en in een gespecialiseerde winkel moet worden gekocht. De aanwezigheid van de tafel is noodzakelijk om extra stevigheid te verkrijgen. De hoeken moeten diagonaal worden vastgebonden. Tegelijkertijd, hoewel de koets behoorlijk stijf blijkt te zijn, beweegt hij gemakkelijk en soepel. Het kan ook op andere soorten apparaten worden gemonteerd.
De eerder verworven spindels zijn bevestigd aan een 1,8 meter lange balk. De hoogte van de frezen wordt gekozen met behulp van bussen, ringen en een steekmachine. Let er bij het werken in een afgesloten ruimte op dat deze werkzaamheden bij ingeschakelde kap moeten worden uitgevoerd. Tijdens het werk wordt inderdaad een grote hoeveelheid stof gegenereerd. Bovendien moeten de frezen worden afgesloten met een hek, dat kan worden gemaakt uit drie planken.
Een zelfgemaakte machine zal natuurlijk behoorlijk stoffig en lawaaierig blijken te zijn, maar het zal u tijd en geld besparen.
|
Naam |
Parameterwaarde: |
|||
|
|
|
|||
|
SD10-8 |
SD16-8 |
|||
|
De grootste lengte van de doorn, mm |
||||
|
De grootste diepte van de nokken, mm |
||||
|
Kleinste dikte, oogbreedte, mm |
||||
|
De kleinste afstand tussen de schouders, mm |
||||
|
De grootste afmetingen van het te bewerken werkstuk, mm |
||||
|
Voedingssnelheid maximaal, m / min de kleinste, m / min |
||||
|
Zaagdiameter, mm |
||||
|
Zaagrotatiefrequentie, tpm |
||||
|
Elektrodevermogen, kW |
||||
|
Snijsnelheid, m / s bij het zagen bij het frezen |
||||
|
Pensnijders diameter, mm rotatiesnelheid rpm |
||||
|
Groeffrezen diameter, mm elektrisch motorvermogen, kW omwentelingsfrequentie, rpm draaihoek, graden |
||||
|
Invoeraandrijving |
||||
|
Rotatiefrequentie, rpm |
||||
|
Verplaatsbare tandheugelaandrijving |
||||
|
Rotatiefrequentie, rpm |
||||
|
Vermogen elektromotor, kW |
||||
|
Totaal vermogen van de machine, kW |
||||
|
Hoogte van het werkoppervlak van de transportband, mm |
||||
|
Specifiek energieverbruik |
||||
|
Specifiek metaalverbruik |
||||
|
Naam |
Parameterwaarde: |
|||
|
De ontworpen machine KP13-97 |
Vergelijkbaar machineontwerp |
|||
|
SD10-8 |
SD16-8 |
|||
|
Afmetingen van de machine (voor de geprojecteerde ongeveer), mm |
||||
MULTICUT is ontworpen om veel timmerwerkzaamheden te automatiseren bij de seriematige en kleinschalige productie van meubels, deuren en houten interieuronderdelen.
De machine voert de volgende bewerkingen uit:
- Maken van een doorn-groefverbinding in diverse variaties (enkel, dubbel, meervoudig, rond, "zwaluwstaart", kokerdoorn, getande doornverbindingen;
- Frezen van stoelen voor het plaatsen van sloten en luifels;
- Gemodelleerd snijden van de contouren van schrijnwerk;
- Frezen van decoratieve elementen op schrijnwerkdelen.
Het werkingsprincipe van de MULTICUT pengroefmachine:
De apparatuur is een CNC horizontale freesmachine. Het te bewerken werkstuk wordt op de werktafel gelegd en met klemmen vastgezet.
Het product wordt verwerkt met houtsnijders van verschillende configuraties, geïnstalleerd in de hoogtoerige spindel van de machine. De spil bevindt zich op een wagen, beweegbaar in drie vlakken. De breedte van het verwerkingsgebied is 800 mm, de hoogte ten opzichte van de tafel is 100 mm, de verwerkingsdiepte van het product is maximaal 120 mm.
De apparatuur wordt aangedreven door stappenmotoren die worden aangestuurd door het CNC-systeem.
Programma's voor het maken van een messing-en-groefverbinding of slotinzet worden gemaakt op een pc en nemen enkele minuten in beslag. Een set programma's voor het uitvoeren van standaardbewerkingen kan worden opgeslagen in het handbedieningspaneel van de machine. Om een bewerking te starten, selecteert u gewoon uit de lijst en voert u het bijbehorende programma uit.
De machine is uitgerust met verwijderbare aanslagen voor het lokaliseren van werkstukken, bankklemmen en een set spantangen voor het installeren van frezen.
Aanvullende informatie over de productie van apparatuur en gebruikte componenten vindt u in de sectie "Onze productie".
| Parameter | Waarde, karakteristiek |
| Tafelafmetingen voor productbasis | 1050x1180 mm |
| Werkgebied X, Y, Zmm | 800x100x120 |
| Positioneringsnauwkeurigheid, mm | 0,1 |
| Herhaal positioneringsnauwkeurigheid | 0,1 |
| Bedtype | Staal, gelast |
| Bureaublad | Groeven voor installatie van klemmen |
| Maximale rijsnelheid X, Y, Z m / s | 3000 mm/min |
| Spindel, tpm | Zie keuzeveld "Spiltype" |
| spantang | ER25 |
| Type aandrijving | Stappen, flens 86 mm |
| Overdrachtstype X, Y, Z | Spiraalvormig rek |
| Lineaire geleidingen X, Y, Z | HIWIN HGH15 |
| Werkspanning: | 380V |
| Afstandsbediening | DSP NK105-G2 universeel |
| Opdrachtcode: | G-code |
| Besturingssysteem | DSP |
| Koppel | USB |
| Innerlijk geheugen | 256 MB |
| Ondersteunde software | Artcam, Type3, Vectric, Ucancam, etc. met standaard G-code ondersteuning |
| Bedrijfsomstandigheden | Temperatuur 15-25° С Luchtvochtigheid 30-75% |
| Totale afmetingen (LxBxH), mm | 1850x1650x880 |
| Machinegewicht, kg | 260 |
| Totale afmetingen van de verpakte machine, mm | 1800x2000x1000 |
| Brutogewicht van de machine, kg | 300 |
In de timmer- en meubelindustrie is de doornverbinding de meest voorkomende verbinding van houten elementen met elkaar. Er zijn verschillende soorten van dit soort verbinding - een rechte kokerdoorn en een zwaluwstaartdoorn, evenals een ovale en ronde doorn. Om zo'n complex verbindingselement als een doorn uit te voeren, worden pennenmachines van verschillende ontwerpen gebruikt, die zijn onderverdeeld in verschillende functionele typen.
Doornsnijmachines
De meest populaire en meest gevraagde zijn pennenbanken voor ramen, deuren en kozijnconstructies. Ze zijn eenzijdig en tweezijdig, maar ook retourneerbaar en direct. De gereedschappen om eraan te werken kunnen zowel zagen als horizontale en verticale frezen zijn. Ze frezen rechte spikes en nokken voor framedelen en frameconstructies van hout.
Voor het frezen van een rechte kokerdoorn en een zwaluwstaartdoorn wordt gebruik gemaakt van een speciaal type pennenbankmachines, die worden gebruikt bij seriematige meubel- en schrijnwerkproductie. Het is deze verbinding die de duurzaamheid van het product garandeert dankzij de speciale betrouwbaarheid van de verbindingsknooppunten.
Het moeilijkste frezen van een ovale en ronde pen wordt uitgevoerd op automatische pennenbanken, waarvan sommige softwarebesturing hebben die de productie van alle soorten meubelpennen in elk vlak regelt.
De prijs van een pennenbank voor hout is afhankelijk van een aantal factoren en kan variëren van 100 duizend roebel of meer. Maar de prijs is verre van het enige criterium waarop u moet vertrouwen bij het kiezen van pennenapparatuur.

De pennenbank voor hout is een onmisbaar apparaat in de schrijnwerk- en meubelindustrie. Veel onderdelen zijn met een doorn met elkaar verbonden.
Er zijn verschillende hoofdtypen spijkerverbindingen:
- Doos;
- Ronde;
- Ovaal;
- Zwaluwstaart.
Spikes vergemakkelijken het samenvoegen van onderdelen of het verlengen van werkstukken.
Een spike is een verbindingselement dat complex is in zijn configuratie, voor de vervaardiging waarvan u de juiste apparatuur met uw eigen handen moet gebruiken.
De apparatuur verschilt juist van elkaar in het type spikes dat ze kunnen vervaardigen.
- Spikes voor ramen, deuren en kozijnconstructies. Dergelijke pennenbanken kunnen enkelzijdig, dubbelzijdig, doorgeef- of retourneerbaar zijn. De werkgereedschappen van deze pennenfrezen zijn speciale zagen, verticale en horizontale frezen. Met hun hulp wordt het frezen van een rechte doorn of oogje uitgevoerd, wat nodig is voor een frame en frame houten structuur;
- Boxpennen en zwaluwstaart vereisen een ander type pennenbank. Ze worden gebruikt voor de serieproductie van schrijnwerk of meubels. Door deze verbinding is een betrouwbare en duurzame bevestiging van de componenten verzekerd;
- Ovale en ronde pennen zijn de meest complexe pennen die op gespecialiseerde automatische machines worden gemaakt. De betrokkenheid van de doe-het-zelf-operator wordt geminimaliseerd, aangezien dergelijke spikes onderhevig zijn aan hogere nauwkeurigheidseisen. Daarom worden ovale en ronde pennen gemaakt met behulp van geautomatiseerde CNC pennenbanken.
De belangrijkste vereiste voor een pennenbank is de nauwkeurigheid van de bewerking. Gebeurt dit niet, dan passen de onderdelen simpelweg niet in elkaar. Daarom wordt de verbinding onmogelijk.
Toepassingsgebied

Met behulp van doe-het-zelf pennenbanken kunnen ze naast schrijnwerk en meubelproductie:
- Hanteer gekalibreerde houten planken en spaanplaten;
- Haal de omtrek van deurdelen en raamkozijnen in;
- Behandel vloerplanken;
- Om parket te maken.
Een aparte categorie pennenbanken is apparatuur die is ontworpen voor het verbinden van houten onderdelen. Dergelijke machines worden gebruikt op productielocaties, waar u de planken over de lengte moet verbinden door ze aan elkaar te lassen. Hiervoor sneed de machine speciale getande spikes uit aan de uiteinden van de plano's, verwerkt met lijm en geperst met een speciale pers. Alle houtsplitsingslijnen werken in de automatische modus. De betrokkenheid van de operator met zijn eigen handen is om de werking van de pennen- en persapparatuur te regelen.
Kenmerken van pennenfrezen
Bij het kiezen van pennenmachines voor doe-het-zelfwerk bij het verbinden van houten elementen, moet u letten op de belangrijkste parameters van pennenapparatuur.
- De maximale diameter van werkstukken die de machine kan verwerken.
- De maximale breedte van de spike die op de apparatuur is gemaakt.
- Hoogste tapdiameter beschikbaar op de geselecteerde pennenbank.
- Het type spike waarop de machine is gericht.
- Spindel snelheid. De snelheid en kwaliteit van de bewerking van werkstukken hangt ervan af.
- Het vermogen van de elektromotor die op de pennenbank is geïnstalleerd en het type elektrisch netwerk voor de stroomvoorziening. Sommige machines kunnen worden gevoed door een enkelfasig 220V-huishoudend netwerk. Maar industriële pennenfrezen vereisen een hoogwaardige 380V driefasige lijn.
- Afmetingen en gewicht van de uitrusting. Het hoge gewicht beschermt tegen trillingen die de nauwkeurigheid van de te zagen deuvels negatief kunnen beïnvloeden. Tegelijkertijd beperken grote afmetingen en gewicht de machine in termen van beweging. Hoewel het onwaarschijnlijk is dat u de pen elke dag van plaats naar plaats moet herschikken. Daarom moet de nadruk worden gelegd op minimale trillingen tijdens de werking van de pennenbank.
Hoe werkt hij?
Om met uw eigen handen te werken met pennen, moet u weten op welk principe dergelijke machines voor de vervaardiging van verbindingspennen werken.
Het hele proces kan worden onderverdeeld in verschillende stappen, die elk rechtstreeks van invloed zijn op de uiteindelijke kwaliteit van de producten die bij de output worden verkregen.
- Het werkstuk wordt naar de werktafel van de machine geleid, waar het houten deel op de gewenste maat wordt gesneden;
- Het hout of op hout gebaseerde materiaal gaat vervolgens door met het maken van de spikes en nokken;
- Het bed is een stijve gegoten structuur uitgerust met klemmechanismen voor bevestiging. Het bed is voorzien van een kolom waar de werkkop zich bevindt. De nokken, snijders of zagen die overeenkomen met de taken worden op het hoofd gezet;
- Om het werkstuk te beschermen tegen splijten tijdens het maken van de spikes, brengt een speciaal automatisch systeem lijm aan op het oppervlak van de werkstukken. Dit voorkomt het verschijnen van spanen en defecten;
- Bovendien kunnen pennenbanken worden uitgerust met bekledingsmechanismen. Ze zijn nodig om de uiteinden van de te bewerken werkstukken uit te lijnen;
- Bij de uitgang krijgen we een onderdeel met nokken of spikes van de vereiste configuratie erop gemaakt.
Let goed op voor welk doel u een pennenbank koopt. Voor bepaalde situaties zijn bepaalde oplossingen geschikt.
- Voor kleinschalige productie aan huis of in een kleine werkplaats zijn freesmachines uitgerust met penwagens de beste keuze. Je krijgt er een volwaardige freesmachine en penfunctie bij. Dit elimineert de noodzaak om een apart penapparaat aan te schaffen. Tegelijkertijd vertoont een frees met penwagens goede parameters in omstandigheden van kleinschalige productie.
- Grote meubelproductie, waarbij het belangrijk is om een grote reeks pennen te verkrijgen, kiest voor geautomatiseerde pennencomplexen met een CNC-module. Met de CNC-module kunt u allerlei variaties in vingerverbindingen maken op de pennenbank. Dergelijke apparatuur is eenvoudig in te stellen en het kost niet veel tijd om ermee te leren werken.
Exploitatie
Er zijn verschillende functies van de werking van pennenfrezen die u nuttig en gewoon interessant vindt om te weten.
- Grote transportbandindustrieën zorgen voor de installatie van pennenapparatuur door deze aan het plafond te bevestigen. Bovendien zijn de apparaten uitgerust met klemeenheden en worden de werkstukken opgenomen door voorritszagen. Het werkstuk wordt naar de bekleding gevoerd en de freesschuif voltooit de bewerking. Of liever een paar;
- Een variator wordt gebruikt om de voedingssnelheid van het onderdeel te regelen. Hiermee kunt u de parameters soepel regelen;
- Om een hoogwaardige creatie van spikes te garanderen, moet de rotatiesnelheid van de spilkop 7000 tpm zijn;
- Er zijn verschillende opties voor pennen op de markt, die verschillen in de grootte van de geleiders - 2, 2,5 en 3 m;
- Het ontwerp van de pensnijder maakt het gebruik van verschillende werkgereedschappen voor houtbewerking mogelijk;
- Pendelen kunnen bovendien worden uitgerust met werktafelverlengingen en pneumatische drukinrichtingen.
Het assortiment deuvelaggregaten stelt u in staat uw bedrijf uit te rusten met de optimale uitrustingsoptie. Maar als het een kleine werkplaats is, is het logisch om na te denken over een freesmachine met een deuvelwagen.
Het gebruik van verschillende accessoires voor een handfrees breidt de mogelijkheden van dit apparaat aanzienlijk uit en verhoogt het comfort en de veiligheid bij het werken ermee. Er zijn kant-en-klare modellen van apparaten te koop voor gebruik in combinatie met een router, maar deze zijn in de regel duur. Daarom geven veel ambachtslieden er de voorkeur aan om apparaten voor dit apparaat met hun eigen handen te maken.
Als je de handfrees op een speciale manier onder de tafel bevestigt, krijg je een universele timmermachine waarmee je snel en nauwkeurig lange en korte houten plano's kunt bewerken. Om met uw eigen handen een tafel voor een router te maken, moet u eerst de benodigde onderdelen voorbereiden voor het monteren van de hele structuur. De onderstaande figuur toont het snijplan, waarop alle details van de toekomstige freestafel zich bevinden. Ze worden uitgesneden met een cirkelvormige of paneelzaag.
Het apparaat kan worden gemaakt van multiplex, spaanplaat of MDF. De snijtabel toont een materiaaldikte van 19 mm, maar dit is geen vereiste. De tafel kan ook worden samengesteld uit 16 of 18 mm dikke platen. Voor de vervaardiging van werkbladen is het natuurlijk beter om gelamineerde of geplastificeerde plaatmaterialen te gebruiken waarmee het werkstuk gemakkelijk over het oppervlak kan glijden.
Er moet ook worden opgemerkt dat deze zelfgemaakte tafel bedoeld is voor montage op schragen. Als u een tafelbladversie nodig heeft, moeten de laden (5) veel breder dan 150 mm worden gemaakt. Ze moeten iets breder zijn dan de hoogte van het apparaat, zodat het onder het werkblad past.
Als tafeldelen zijn gesneden uit multiplex of MDF, moeten de uiteinden worden geschuurd. De uiteinden van delen van spaanplaat moeten worden bedekt met een melaminerand met een gewoon strijkijzer.
Productie van aanrecht:
De installatie van de bovenfrees in de tafel kan met of zonder montageplaat. Het aanrecht voorbereiden voor directe bevestiging voor haar eenheid is als volgt.
- Aangezien het moederbord 900 mm lang is, bevindt het midden zich op 450 mm van de rand. Zet een punt op deze plek en trek een lijn met behulp van een vierkant.
- Maak de plastic hoes los van de zool van het apparaat.
- Zoek het middelpunt van de snede op de overlay en trek een lijn door het midden van de buitenzool met behulp van een vierkant.
- Plaats de overlay op de hartlijn van de grondplaat zodat het midden van de zool ermee samenvalt en markeer met een potlood het midden van het toekomstige gat in het tafelblad.

- Vervolgens moet u een markering maken voor de montageschroeven.

- Boor de gaten waardoor het apparaat aan de tafel wordt bevestigd. Zorg ervoor dat u ze verzinkt, zodat de schroefkoppen iets verzonken in het aanrechtblad zijn.
- Boor een gat van 38 mm in het midden.
- De volgende stap is een parallelle nadruk leggen. Maak met een decoupeerzaag of bovenfrees halfronde uitsparingen op de voorwand van de aanslag, evenals op de basis.
- Schroef de hoofddoeken tot aan de aanslagen. Hieronder ziet u een tekening met alle inkepingen voor het plaatsen van de hoekplaten.

- Schroef de verbindingsstrips vast aan de onderkant van het werkblad.

- Stel de freesmachine samen met behulp van het onderstaande schema.

De unit bevestigen met een montageplaat
Wanneer de machine op de grondplaat wordt geïnstalleerd, vermindert de dikte ervan de uitsteeklengte van de frees aanzienlijk. Om de unit op dikke werkbladen te installeren, is het daarom gebruikelijk om dunnere montageplaten te gebruiken die zijn gemaakt van duurzame materialen (staal, duraluminium, polycarbonaat, getinax of glasvezel). De plaat is als volgt gemaakt.
- Knip uit een plaat, bijvoorbeeld PCB, een vierkante plano 300 x 300 mm.
- Bevestig bovenop de plaat de plastic pad die van de basis van de router is verwijderd.
- Kies een boor die overeenkomt met de diameter van de bevestigingsschroeven en boor gaten in de plaat met behulp van de plastic kap als sjabloon.

- Plaats het bord op het aanrecht en trek er omheen met een potlood. Teken daarna binnen het resulterende pad een vierkant met afgesneden hoeken, zoals weergegeven in de volgende afbeelding.

- Deze figuur met afgeschuinde hoeken moet worden uitgesneden met een decoupeerzaag, nadat er eerder een gat in is geboord om de zaag binnen te laten.
- Na het snijden van het binnenste deel rond de buitencontour, zet u de planken vast met klemmen. zij zullen dienen een sjabloon voor een rolmes... De dikte van de stroken moet voldoende zijn, zodat het druklager van de frees zich bij het instellen van de werkdiepte in het gebied van de rand van de geleiders bevindt.

- Bevestig voor het frezen van uitsparingen een rolfrees met een bovenste lager in de spantang van de unit.

- Stel de werkdiepte in. Deze moet gelijk zijn aan de dikte van de plaat die bedoeld is om de unit te monteren.
- Routeer dit gedeelte van het tafelblad volgens het vastgestelde sjabloon in verschillende gangen.
- Plaats de plaat in de groef die je hebt gemaakt. Het moet gelijk liggen met het oppervlak van de grondplaat. Als de plaat iets uitsteekt, voeg dan een beetje meer dompeldiepte toe met de micrometerschroef en pas opnieuw met de frees.
- Markeer en boor gaten voor de plaatbevestiging in de hoeken van het monster.

- Plaats de montageplaat in de voorbereide sleuf en draai, terwijl u deze vasthoudt, het tafelblad om. Boor vervolgens gaten voor bevestigingsmiddelen in de plaat. Om de boutkoppen te verbergen, maakt u gaten in de voorkant van de bekleding.
- Ook moeten alle gaten aan de achterkant van het tafelblad, bedoeld voor het bevestigen van de plaat, worden verbreed om de zelfborgende moeren te passen met een boor met een diameter van 11 mm. De moeren moeten in de resulterende gaten worden geplant met epoxylijm (bouten kunnen erin worden geschroefd voor uitlijning).
Stop verbetering
De parallelaanslag kan worden aangepast om de freestafel handiger en sneller in te stellen: hiervoor moet u de C-vormige geleiders in het tafelblad snijden. Het profiel kan van aluminium zijn. Voor het induiken wordt een rechte sleuffrees gebruikt. Het profiel past in de voorbereide groef en wordt met schroeven vastgeschroefd.


Vervolgens moet u de zeskantbouten met een zodanige maat oppakken dat deze in het C-vormige profiel passen en er niet in draaien. Boor 2 gaten in de basis van de parallelaanslag zodat ze overeenkomen met de boutdiameter.

U moet ook het C-vormige profiel in de voorplaat van de aanslag snijden om er verschillende klemmen en beschermkappen op te bevestigen.

Het accent wordt met vleugelmoeren op het tafelblad geschroefd.

Op de achterkant van de halte kunt u maken een kamer voor het aansluiten van een stofzuiger... Om dit te doen, volstaat het om een vierkant uit multiplex te snijden, er een gat in te boren voor het mondstuk van de stofzuiger en de resulterende afdekking op de hoofddoeken te schroeven.

U kunt ook toevoegen aan de halte veiligheidsschild gemaakt van MDF of spaanplaat en een kleine rechthoek van plexiglas. Om de groeven te snijden, kunt u een decoupeerzaag of een bovenfrees met een geïnstalleerde groeffrees gebruiken.

Om kleine onderdelen te kunnen verwerken is het noodzakelijk klemmen en klemmen te maken van multiplex of MDF.

Het is gemaakt op een rond bord met een tussenstap van 2 mm.

Indien gewenst kunt u een freestafel maken met gereedschapskisten.

De basis van de tafel maken
Als je een stationaire machine wilt maken van een handfrees, dan kun je niet zonder een solide basis te maken. Hieronder vindt u een snijplan met de details erop gedrukt, die nodig zijn om het tafelonderstel te monteren. Als u plaatmateriaal van een andere dikte gebruikt, moeten de afmetingen van de onderdelen worden aangepast.


Alle onderdelen van de tafel voor een handfrees worden gemonteerd met behulp van bevestigingen. Voor het gemak van het verplaatsen van de tafel kunnen er rollen aan de onderkant worden bevestigd. Als u deze tafel een beetje uitbreidt en een handcirkelzaag in het vrije gedeelte bevestigt, krijgt u: universele tafel voor bovenfrees en rond.

Om de machine minder ruimte in beslag te laten nemen, kan deze worden gemaakt volgens het principe van een boekentafel met aan beide zijden vallende tafelbladen.

Zelfgemaakte accessoires voor de router
Om de functionaliteit van dit toestel uit te breiden, zijn er vrij dure toestellen te koop. Maar de eigenaren van frezen proberen, om geld te besparen, verschillende aanpassingen met hun eigen handen aan te brengen, die niet slechter werken dan de fabrieksinstellingen.
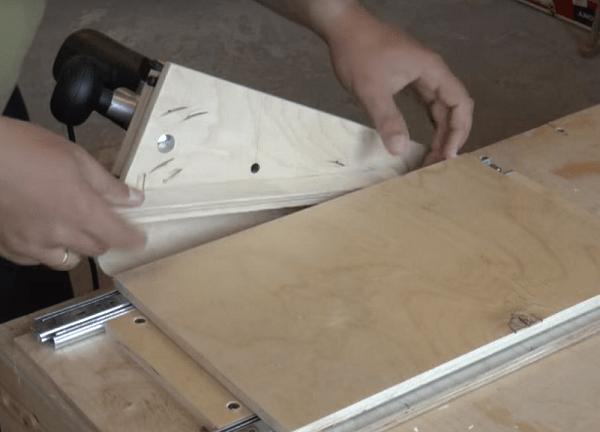
Een eenvoudige pensnijder voor een bovenfrees is gemaakt van twee stukken multiplex en een paar telescopische rails voor meubels. De router is geïnstalleerd op een platform met een gat voor het gereedschap. Het platform is onder een hoek aan de werkbank bevestigd (voor een gemakkelijkere positionering van de apparatuur in de hoogte), zoals weergegeven op de onderstaande foto.


Het pennenapparaat wordt dus in de volgende volgorde gemaakt.
- Snijd 2 delen van dezelfde grootte uit het triplex. Elke maat kan worden aangepast.
- Plaats twee telescopische rails parallel aan elkaar langs de randen van het eerste platform en schroef ze vast.

- Voor een nauwkeurigere positionering van de geleiders kunt u er twee stroken van dezelfde lengte tussen schroeven.

- Het is noodzakelijk om de sluitplaten naar buiten te duwen en er een tweede platform onder te plaatsen, gelijk met het eerste. Plaats een potlood op het tweede gebied door de balk en trek er vervolgens een lijn doorheen.
- Verwijder de spitsen uit de geleiders door op de plastic "antennes" aan de achterkant te drukken.
- Leg de spitsen op het gemarkeerde gebied zodat de lijn door het midden van de bevestigingsgaten gaat en schroef ze vast.

- Lijn de 2 geleiders voorzichtig uit en schuif ze naar binnen (u zou een klik moeten horen). Als je een onderdeel scheef insteekt, breek je de telescopen en vallen er ballen uit.

- Tussen de verticale aanslag met de unit en de verplaatsbare tafel moet een bepaalde afstand houden. Dit wordt gedaan zodat wanneer het mes wordt neergelaten, het de tafel niet raakt. Aangezien in dit geval de maximale uitsteeklengte van het mes ongeveer 25 mm zal zijn, is het mogelijk om tijdelijk een staaf van dezelfde breedte, dat wil zeggen 25 mm, tussen de tafel en de aanslag te leggen. Met de balk kunt u de structuur evenwijdig aan de verticale stop plaatsen
 .
. - In de volgende stap, terwijl u het apparaat vasthoudt, boort u 2 gaten voor de pluggen. Hiermee kunt u de pennenfrees snel op de werkbank plaatsen. Wanneer de gaten klaar zijn, steekt u er een paar pluggen in. Nu kunt u de balk verwijderen die tussen de aanslag en het armatuur is gelegd.

- Nu de verplaatsbare tafel is vastgezet, moet een verticale stop worden geïnstalleerd op het bovenste platform, zoals weergegeven in de volgende afbeelding. Voor stijfheid wordt de stop ondersteund met twee hoofddoeken.

- Als alle pennenfreeselementen zijn bevestigd, kunt u beginnen met testen. Plaats het werkstuk op de tafel van het armatuur en druk het tegen de aanslag. Stel de gewenste freeshoogte in, zet de machine aan en frees het werkstuk.

- Draai na de eerste doorgang het werkstuk 180 graden om en herhaal de bewerking.

- Draai het werkstuk 90 graden, plaats het op de rand en herhaal de handeling opnieuw.

- Draai het onderdeel 180 graden en maak de pen af.

Als resultaat krijgt u een gladde en hoogwaardige spike.

Door de hoogte van de frees ten opzichte van het pennenfreesplatform te veranderen, is het mogelijk pennen van verschillende diktes te verkrijgen.
Kopieer hoes
Als uw routerkit geen kopieerhuls had, kan deze met geïmproviseerde middelen letterlijk in 30 minuten worden gemaakt. Voor zelfgemaakte producten hebt u een metalen of duraluminium ring nodig, die van plaatstaal kan zijn gemaakt, en een verlengsnoer voor sanitair met schroefdraad.

De kopieerhoes wordt op de volgende manier vervaardigd.
- Kies een moer die geschikt is voor de schroefdraad van het verlengstuk en snij deze af met een slijper zodat je een dunne ring krijgt. Zet het dan waterpas op een grinder.

- Het is noodzakelijk om een ronde plaat te maken voor de bus van 2 mm plaatwerk of aluminium. Afhankelijk van het model van het apparaat, kan het gat in de zool: andere vorm... In dit geval moet de site inkepingen aan de zijkanten hebben, die op een molen worden gemalen.

- Nadat u de wasmachine van beide kanten hebt afgewassen, plaatst u deze op de bodem van het apparaat.

- Plaats het apparaat, zonder de ring te verwijderen, verticaal en markeer met een potlood de plaatsen voor bevestiging door de gaten in de zool van het apparaat.

- Plaatsen die met een potlood zijn gemarkeerd, moeten worden gemarkeerd voor een nauwkeurige positionering van de boor.


- Boor eerst de gaten met een dunne boor en vervolgens met een boor die overeenkomt met de diameter van de bevestigingsbout.


- Plaats de ring op het verlengstuk met schroefdraad en draai de ringmoer vast. Klem het onderdeel in een bankschroef en snij de overtollige draad gelijk met de moer af met een slijper.


- Klem het onderdeel met de andere kant in een bankschroef en kort het iets in.

- Lijn het onderdeel op de slijpschijf uit, plaats het in de zool van de machine en zet het vast met schroeven. De ringmoer moet zich net onder de basis van het apparaat bevinden.



Routergidsen
Als u een zeer lange groef in het werkstuk moet selecteren, hebt u een freesgereedschap nodig dat een band wordt genoemd. Afgewerkte metalen banden kunnen worden gekocht bij gespecialiseerde winkels. Maar ze zijn ook gemakkelijk met je eigen handen te maken van plastic, multiplex of MDF.
De dikte van het materiaal moet ongeveer 10 mm zijn, zodat de onderdelen met schroeven kunnen worden vastgedraaid.
De machinegids is heel eenvoudig.
- Knip drie stroken op de cirkel. Een brede, ongeveer 200 mm, en 2 smalle - 140 en 40 mm elk.
- Maak ook een strookje van hetzelfde materiaal, ongeveer 300 mm lang en 20 mm breed.
- Plaats een 140 mm breed stuk op een brede strook, lijn deze uit langs de rand en schroef beide stukken aan elkaar met schroeven.
- Plaats een smalle 40 mm brede strook bovenop de brede strook, tegenover het vastgeschroefde deel. Voor een nauwkeurige positionering plaatst u een strook van 20 mm tussen de bovenstukken en schroeft u de smalle strook met schroeven op het onderstuk. Hierdoor ontstaat een lange band met een groef van 20 mm.
- Neem een 20 mm brede staaf en schroef deze op de zool van het apparaat, zoals op de volgende foto. Om een groef te selecteren, selecteer rechte of gebogen groeffrees en is bevestigd in de spantang van het apparaat.

Volg deze stappen wanneer alle armaturen zijn voorbereid. Leg het te bewerken werkstuk over de gehele lengte op de werkbank, plaats de band erop en zet hem vast met klemmen. Steek de strip die aan de freesbasis is bevestigd in de groef in de rail. Start de machine en frees het werkstuk over de gehele lengte.
Als u een diepe groef wilt kiezen, dan vindt de bewerking in meerdere stappen plaats, zodat de tooling geleidelijk in het werkstuk wordt ondergedompeld.